LC 180 - 280
时钟源。


灵活性高
湿式和干式加工
能效和资源效率
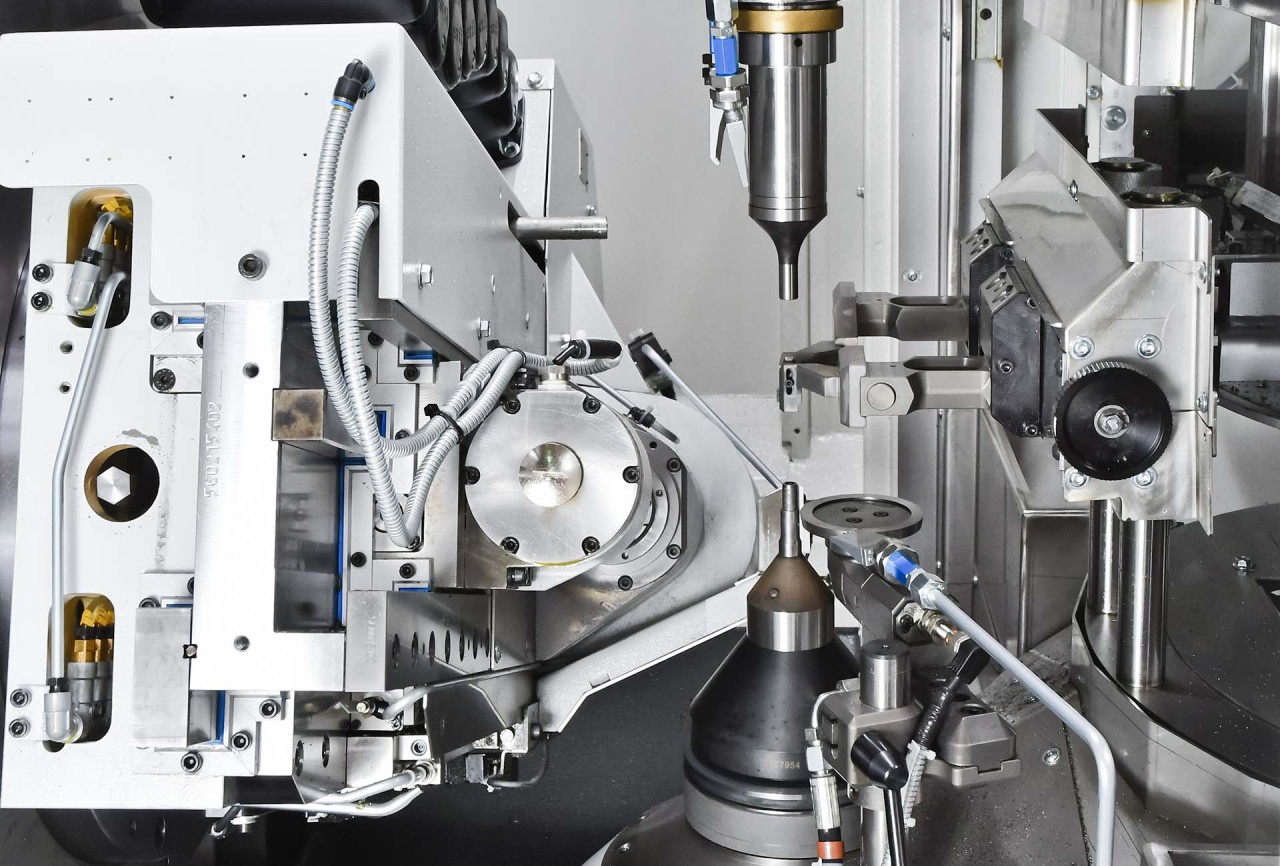
机床设计
LC 180 / 280 机床平台允许采用模块化的结构设计。这样一来,就可以实现多种不同的技术应用或者客户自定义的要求。Liebherr 滚铣床在通用性方面可以完美地满足各类要求。性能强劲的滚铣床不仅生产效率高,而且还可以在保证最高利用率的同时确保最佳的加工品质。
- 通过 FEM 模拟,优化了基架的刚性
- 热对称的机床设计和集成的温度补偿功能确保了稳定的高品质
- 从根本上优化了切屑废弃处理
- 灵活性高,适用于不同的加工过程:
- 齿轮、转轴、蜗轮
- 多齿轮加工
- 平滚铣/精铣
- 位置相关性
- 特殊型材的铣削
- 湿式和干式加工
- 占地面积小的钩机,方便转运
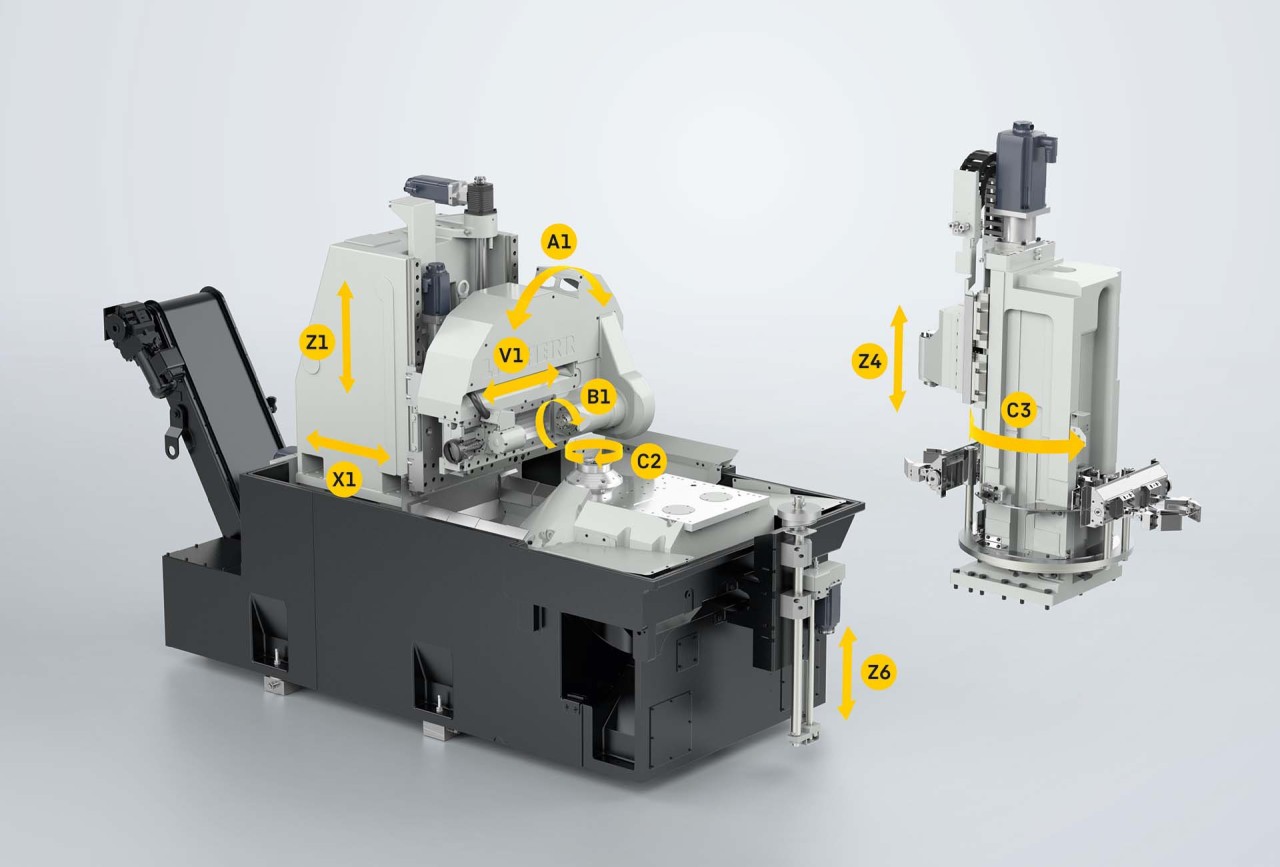
滚铣床 180 / 280 (DC)
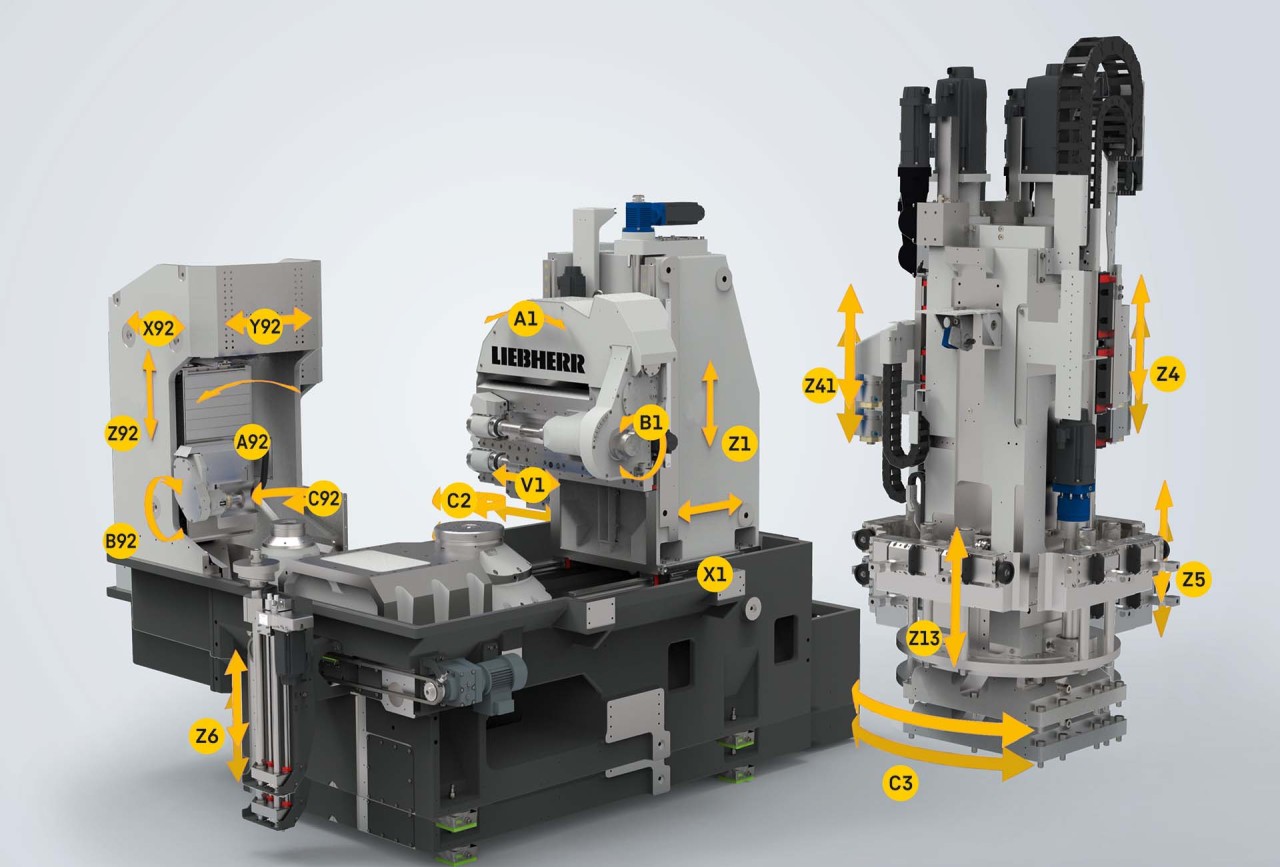
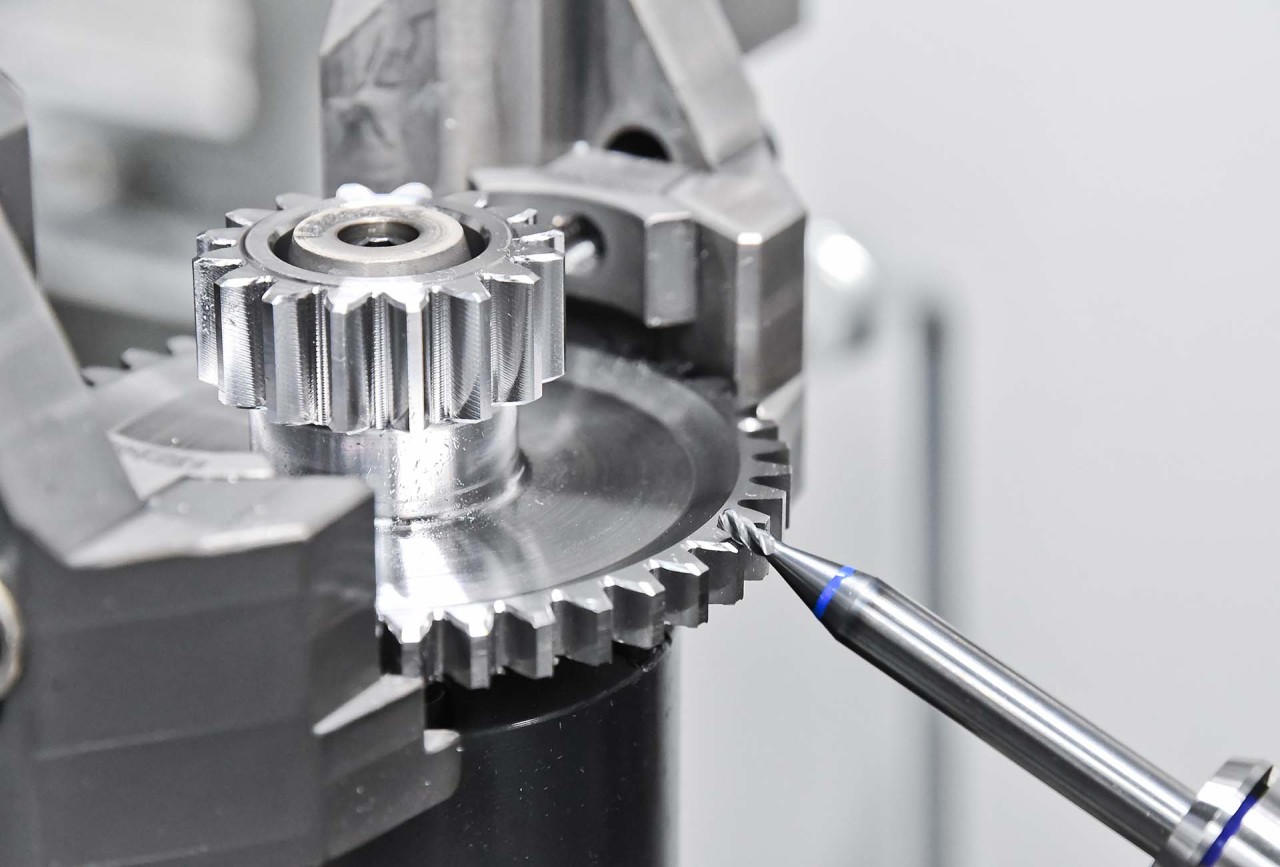
集成了 ChamferCut 单元的 LC 180/280 DC



01/05
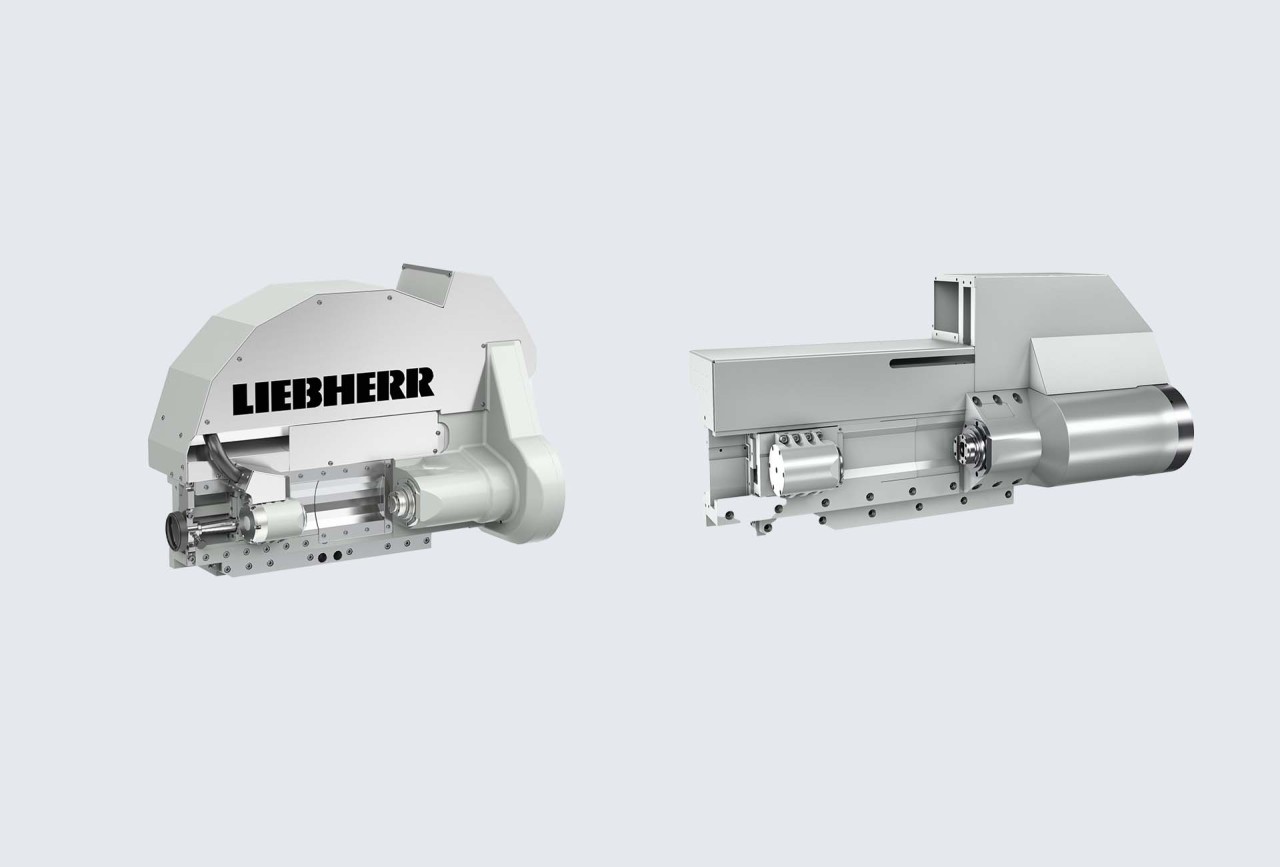
铣头

01/03

工作台驱动

01/02
技术数据
| 模块 | 4.00 - 6.00 mm |
| 工件直径 | 180 - 280 mm |
Variants
| Variants | LC 180 | LC 280 | LC 180 DC | LC 280 DC |
|---|---|---|---|---|
| 模块 (mm) | 6.00 / 4.00 | 6.00 / 4.00 | 6.00 / 4.00 | 6.00 / 4.00 |
| 工件直径 (mm) | 180 | 280 | 180 | 280 |
| 轴向行驶 (mm) | 400 | 400 | 400 | 400 |
| 轮班行驶 (mm) | 200 | 200 | 200 | 200 |
| 滚刀直径 (mm) | 150 | 150 | 150 | 150 |
| 滚刀速度 (min-1) | 2,250 / 6,000 | 2,250 / 6,000 | 2,250 / 6,000 | 2,250 / 6,000 |
| 工作台转速 (min-1) | 250 / 800 | 250 / 800 | 250 / 800 | 250 / 800 |
| ChamferCut 倒角最大模数 (mm) | — | — | 5 | 5 |
| ChamferCut 加工头最大刀具转速 (mm) | — | — | 2,000 | 2,000 |
| ChamferCut 最大刀具直径 (mm) | — | — | 130 | 130 |
| 最大刀具夹紧长度(钻孔铣刀) (mm) | 236 | 236 | 236 | 236 |
| 最大刀具夹紧长度(立铣刀) (mm) | 360 | 360 | 360 | 360 |
洞见
自动控制装置 & 特征

塑料链带 (KKB)
塑料链带包括工件重量不超过 20 kg 的标准版本和重量不超过 180 kg 的重型版本,设计用于非接触式运输任何几何形状不规则的工件。使用托盘运输工件。队列效应使托盘储运机运行不受节拍的影响。

易于维护
维护保养作业过程中理想的机床通达性是保证生产效率的前提条件。为此,所有必需的维护通道都配有检修门。除此以外,为了能够快速且方便地监控特定的状态,在检修门中设置了观察窗。这样一来,机床操作人员或者维保人员就可以非常快速地在外部读取信号。另外,在新的机床设计中还集成了一套液压系统罩壳,它可以持续降低液压机组的噪音。
软件/控制技术
用户友好的操作界面 LHGearTec 使切齿机的操作更加容易,并为操作员提供了许多优势。

能效和资源效率
Liebherr 已通过大量研究分析了其切齿机产品。我们的宗旨是:所节约的每 100 瓦都是对环境的保护并要通过检测!
- 再生驱动技术
- 使用高效的开关柜冷却装置
- LED 照明装置
- 冷却液供应并且
- 使用调速泵进行制备
- 再生驱动技术
- 使用高效的开关柜冷却装置
- LED 照明装置
- 冷却液供应并且
- 使用调速泵进行制备

链式存储器 (KSR)
通过结构紧凑的小型链式存储器 KSR,可以存储和运输直径不超过 180 mm,长度不超过 300 mm 的工件。最大总承载能力为 75 kg。这种紧凑型工件库也可以在通过机器人上料等操作中用作附加缓冲装备。





