LCS 600 - 1200
大型サイズ。素晴らしい技術。



Highlights
ワーク直径 - 600 - 1,200 mm
600 - 1,200 mm
軸の移動 - 1,450 mm
1,450 mm
シフトの移動 - 320 - 350 mm
320 - 350 mm
テーブル上の最低位置 - 200 mm
200 mm
研削ヘッドの旋回角度 - 45 °
45 °
ワークの回転数 - 250 - 350 rpm
250 - 350 rpm
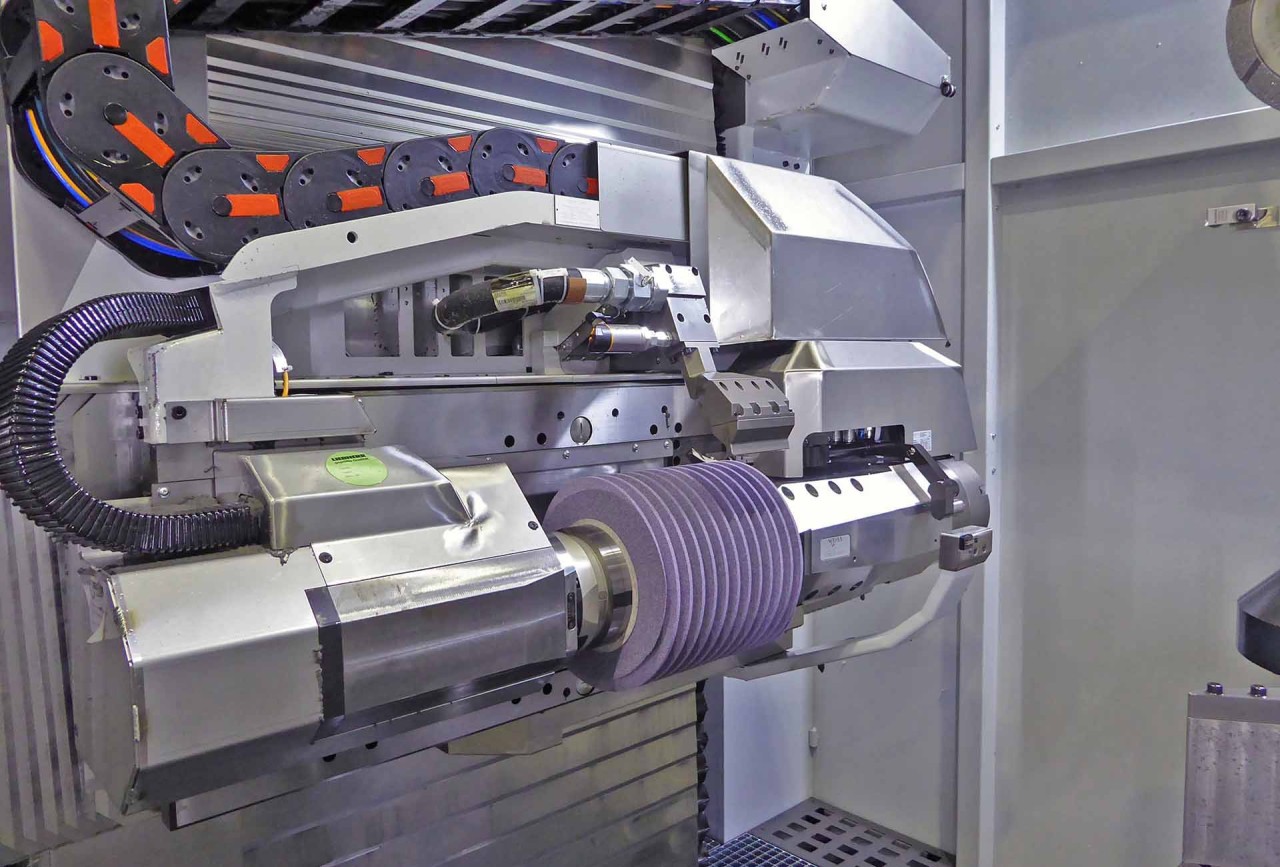
モジュール14㎜までの創成研削
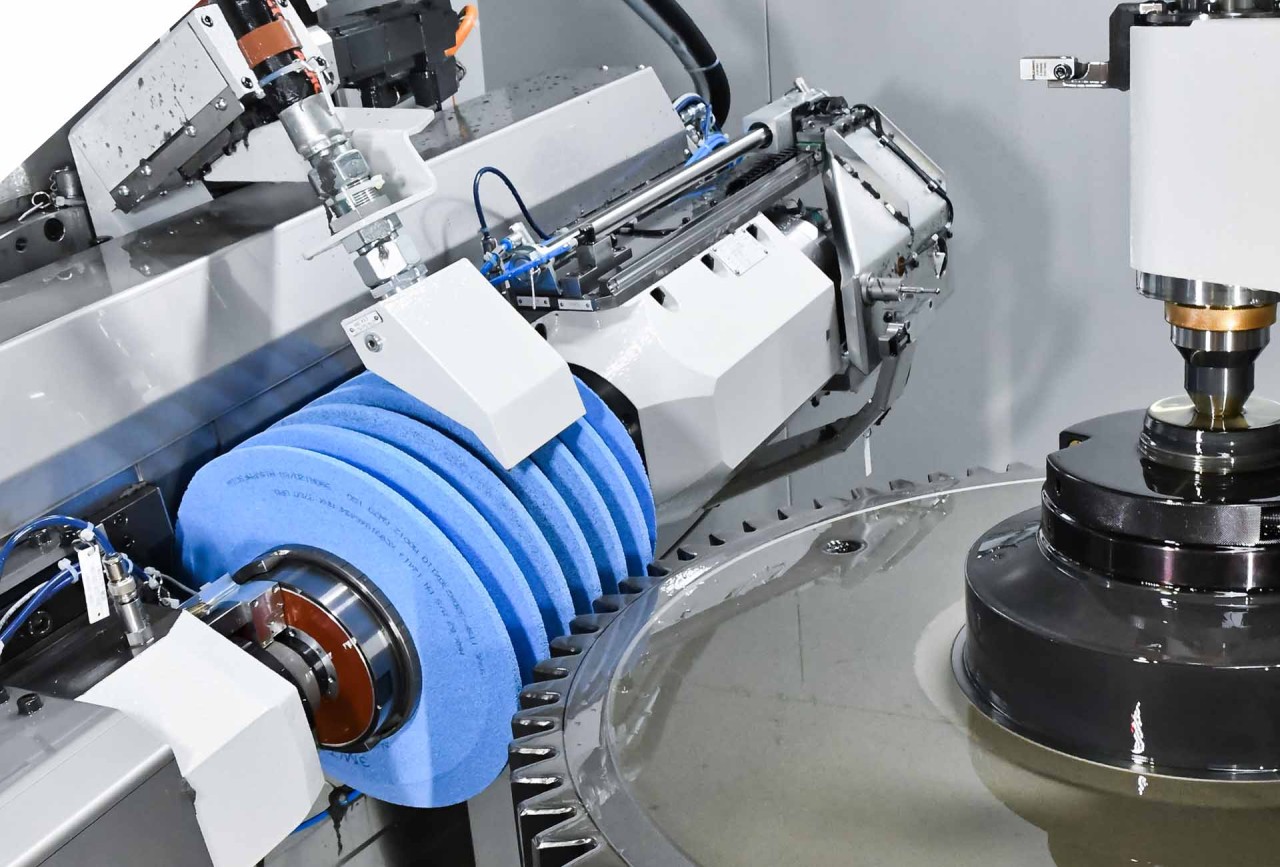
ワーク径最大1,200 mmまでの創成研削
最大800 mmのワーク径、最大1,000 kgのワーク重量に対応するオートメーション
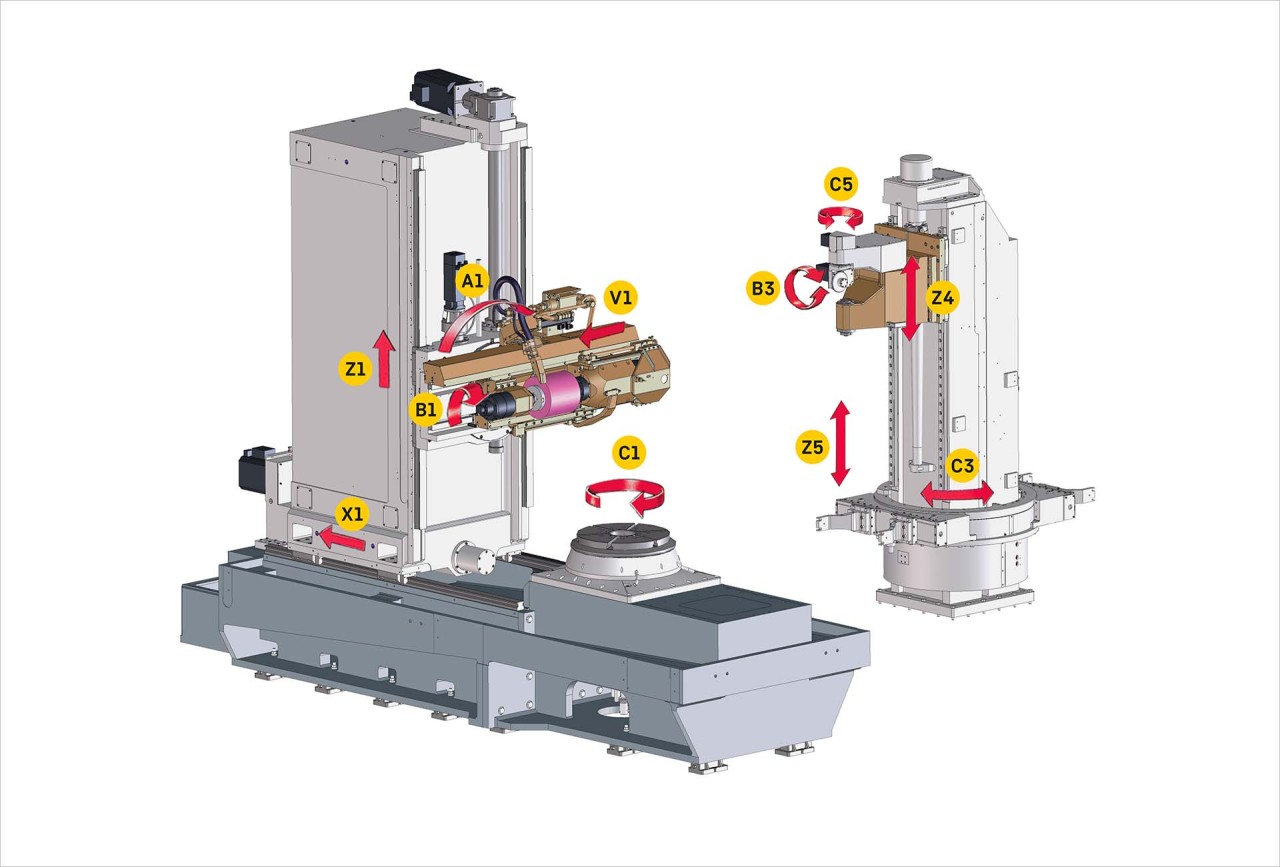
マシンコンセプト
新しい歯車研削盤LCSシリーズ3は優れた効率と対応性を特徴とする精密研削マシンです。: 普通砥石または電着CBNコーティングをした工具での創成と成形の研削が可能です。
ドレスして使用するネジ状砥石やディスク砥石による歯車研削は長年に渡り使用されてきた信頼のおける工法です。今日では最新の焼結コランダム工具の使用により非常に優れた性能を発揮しています。
LiebherrのLCSシリーズはどちらの工具でも制限なく使用でき、さらには全く新しい分野でも採用されています。風力発電で使用されるような大型ギアのギア研削はその一例です。
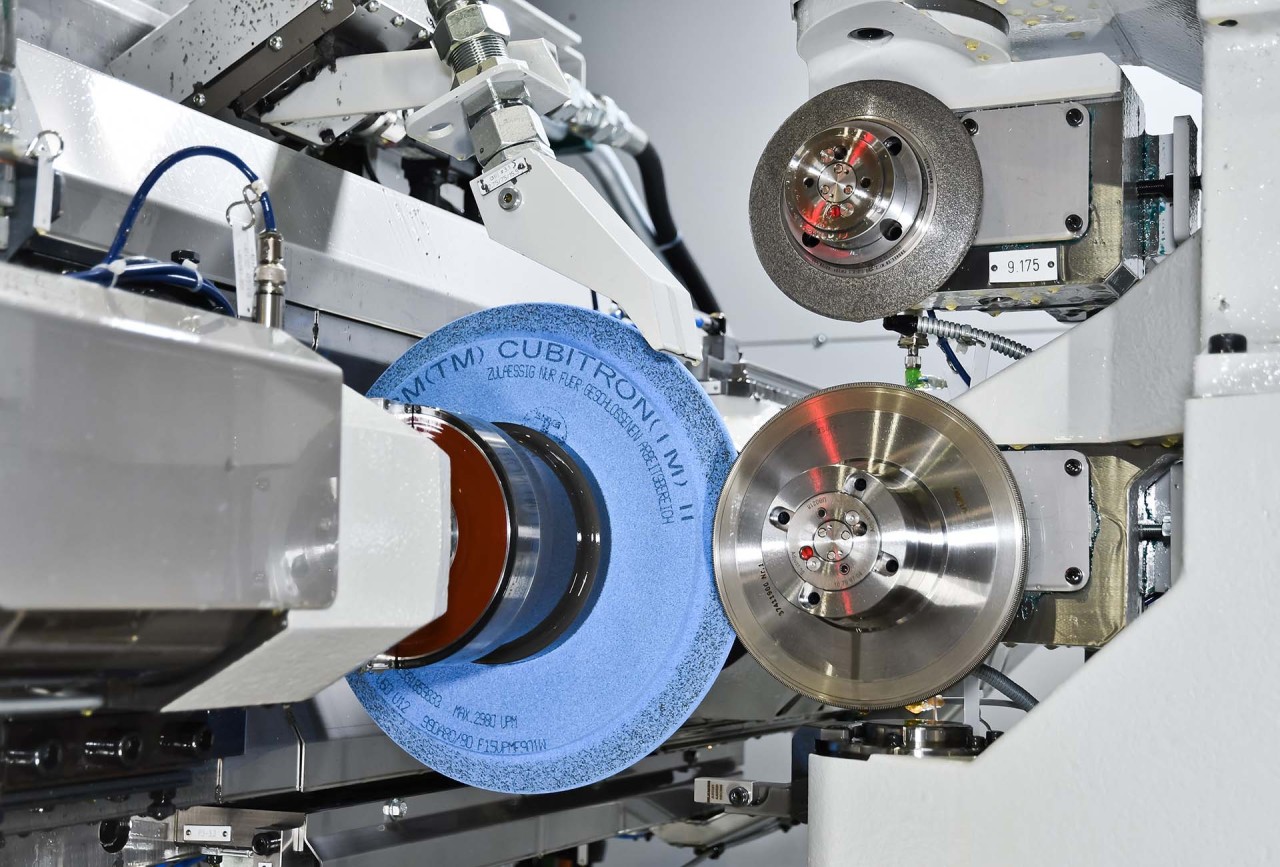
ダブルドレッサー
導入例
動画
創成・成形歯車研削盤LCS 700で大モジュールの歯車研削
創成・成形歯車研削盤LCS 600でドレス、研削、ローディング
研削ヘッド GH 3.0
研削ヘッド GH 320 CB
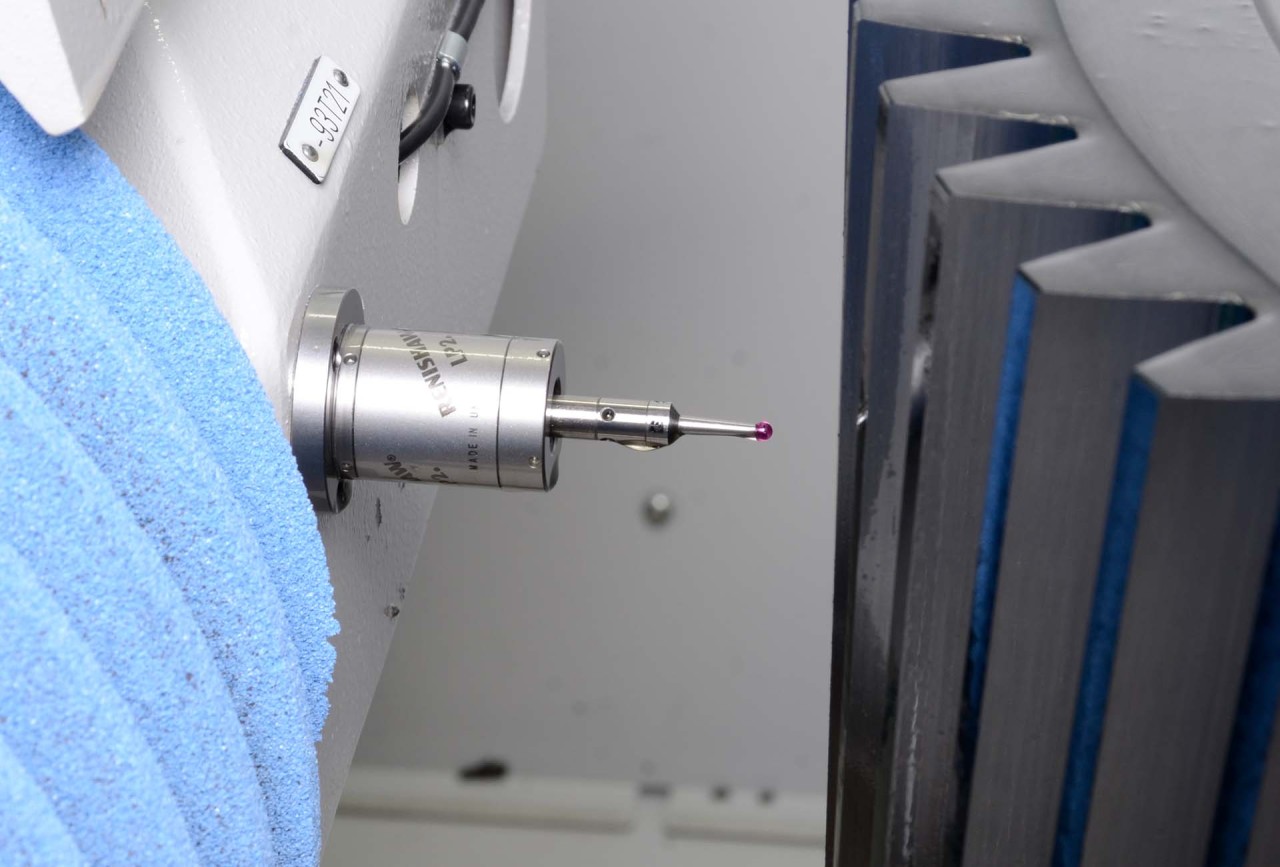
機内測定
動画
歯車研削盤LCS 600の機内測定

可動式歯合わせセンサー
加工技術
未来への準備万端
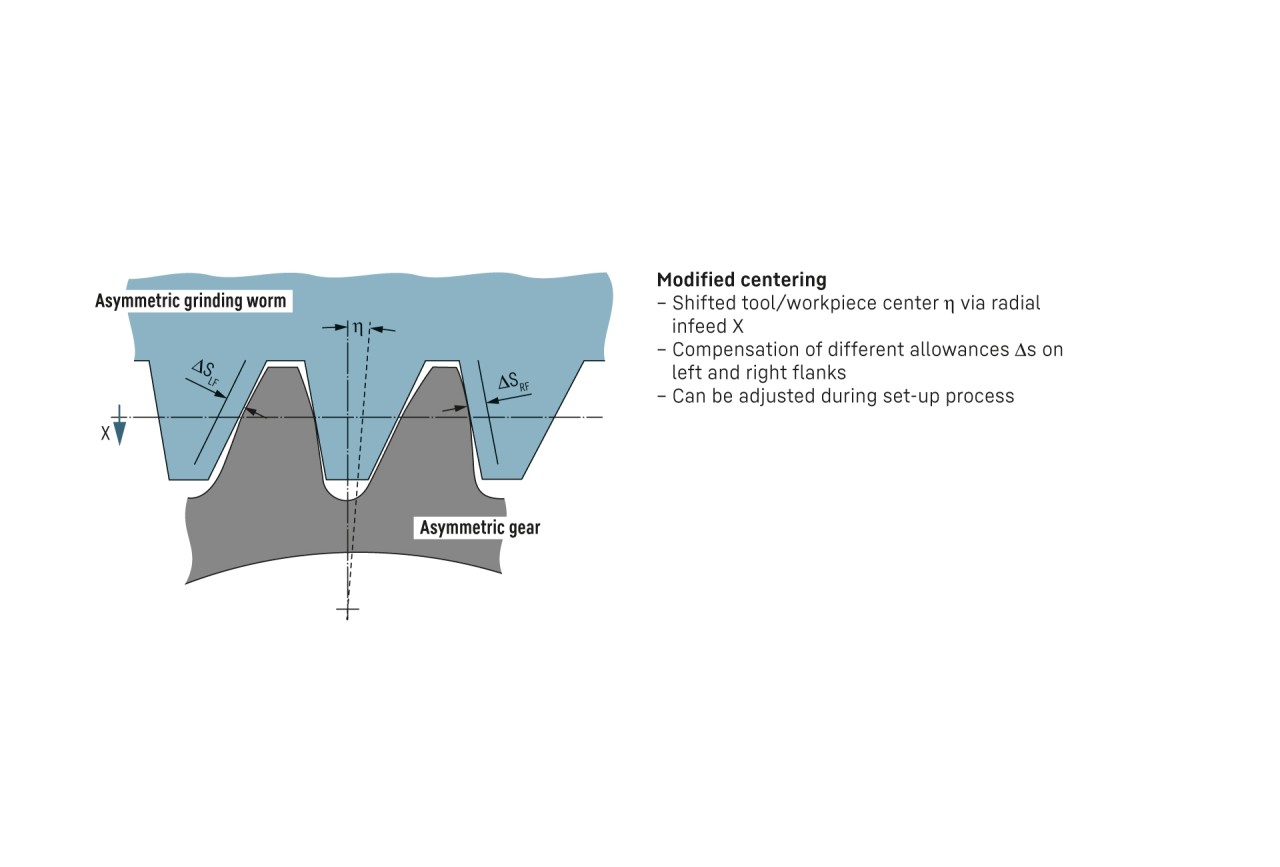
非対称歯車の創成研削
01/02
ビデオ
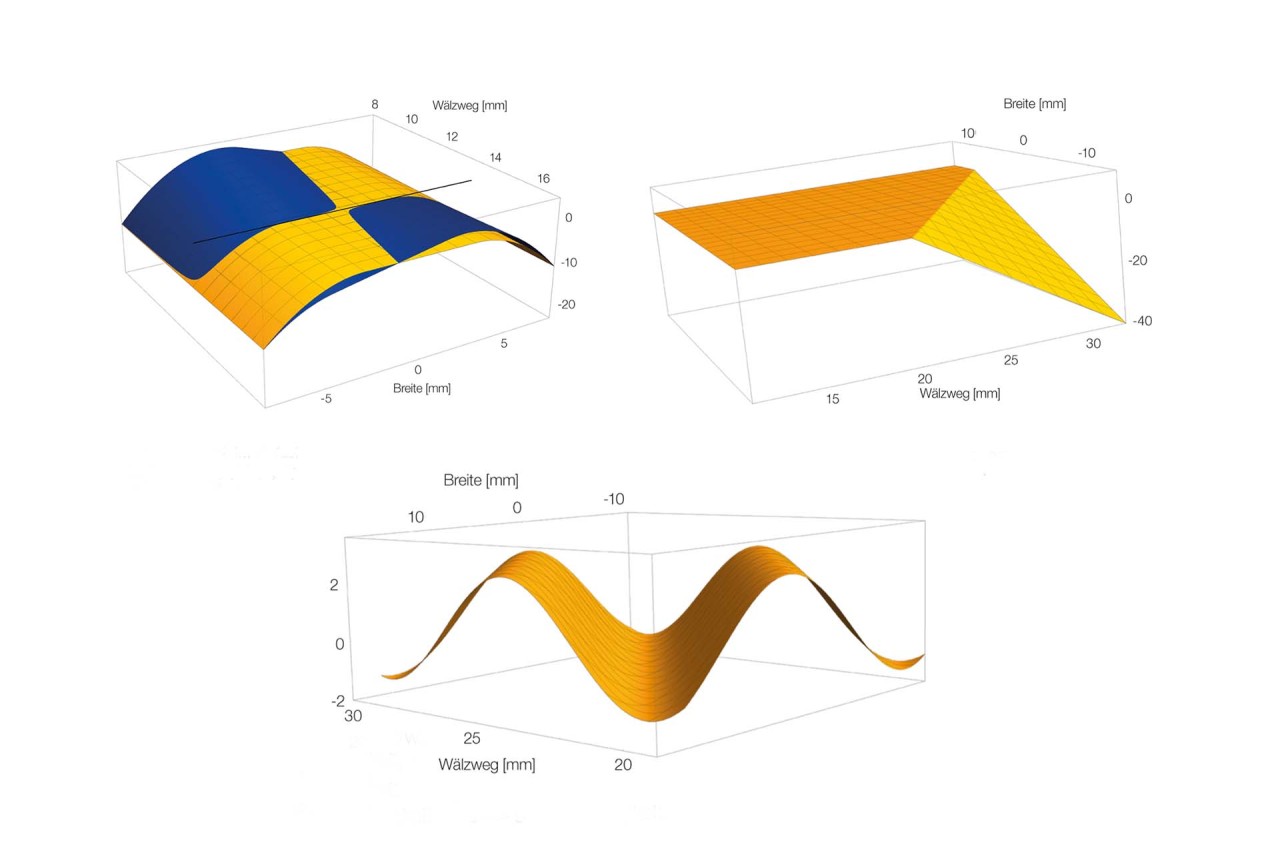
歯面トポロジー形状の補正、ツイストフリー研削
動画
歯車研削盤LCS 800での歯車研削およびドレス
オートメーション
LCS 600、LCS 700、LCS 800で利用可能

手作業でまたはロボットNCリフトステーションでローディング
L型扉付き加工室(手動またはロボットNCリフトステーションでのローディング)

ヘビーデューティーコンベア(SLB)
ヘビーデューティコンベアの外部オートメーション

ロータリーテーブル
ロータリーテーブル
テクニカルデータ
| 軸の移動 | 1,450 mm |
| テーブル上の最低位置 | 200 mm |
| 研削ヘッドの旋回角度 | 45 ° |
Variants
| Variants | LCS 600 | LCS 700 | LCS 800 | LCS 1000 | LCS 1200 |
|---|---|---|---|---|---|
| ワーク直径 (mm) | 600 | 700 | 800 | 1,000 | 1,200 |
| ワークの回転数 (rpm) | 350 | 350 | 250 | 250 | 250 |
Liebherrのその他のギア関連の製品をご覧ください:

コレットチャック SECLA
当社のクランプ治具でお持ちのマシンを完璧にしてください。最高品質を最短納期でお届けします。

デジタル化ソリューション
当社のソリューションをご利用いただき、未来の生産をデジタル化およびネットワーク化してください。

カスタマーサービス
お客様のメンテナンスニーズに特化したサービスとサービスパッケージを見つけてください。

オートメーションシステム
Liebherrのオートメーションソリューションの幅広いラインナップをご覧ください。

歯車工作機
Liebherrは、ホブ盤、ギアシェーパー、スカイビングマシン、歯車研削盤、バリ取り機などの歯車工作機を幅広いラインナップで提供しています。

歯切り工具
お客様の歯車加工に最適な工具を見つけてください。