LGG 300 - 500 / 700 M
オールラウンダー。


Highlights
機械長さ - 3,500 mm
3,500 mm
機械幅 - 2,700 mm
2,700 mm
機械高さ - 4,000 mm
4,000 mm
ワーク直径 - 300 - 700 mm
300 - 700 mm
軸の移動 - 1,000 mm
1,000 mm
シフトの移動 - 230 - 350 mm
230 - 350 mm
テーブル上の最低位置 - 60 mm
60 mm
研削ヘッドの旋回角度 - 45 °
45 °
ワークの回転数 - 1,000 min-1
1,000 min-1
マシンコンセプト


LGG 700 M
外歯と内歯の研削ヘッド
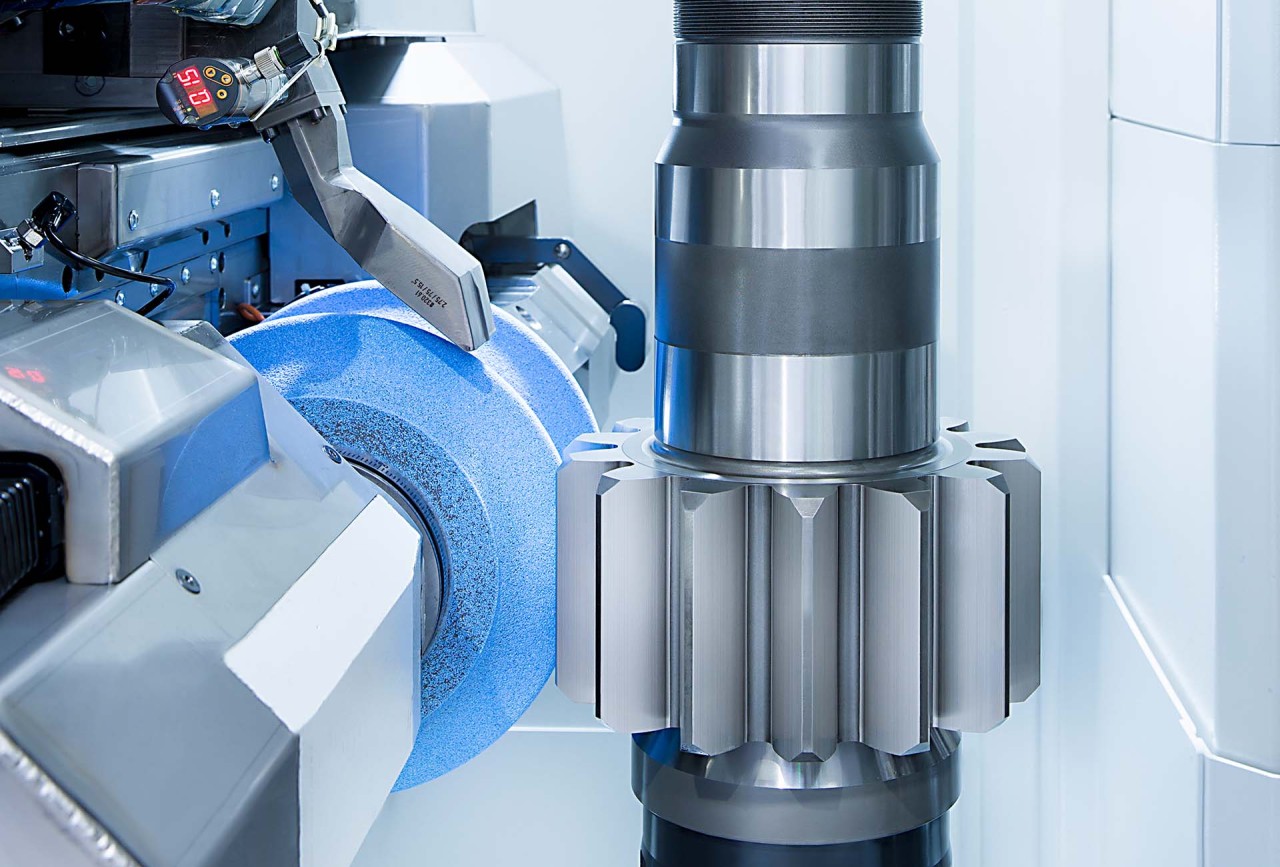
LGGにはプロセスにぴったりの外面研削ヘッドと内面研削アームが用意されています。スピンドルに内蔵されているバランサーシステムは、両外面研削ヘッド(GH 320とGH 240 CB)に使用されます。GH 320 CBでは、バランサーシステムは心棒に統合されています。
新しいタイプの研磨材を使用する場合などに、高い駆動力と回転数が大きなメリットとなります。最新のツールクランプにより、簡単かつ迅速な研削マンドレル交換が可能です。
衝突の危険性が高いワークや、特殊な歯車修正には、小径の研削工具を使用することができます。
研削ヘッドGH 320 CBでは、14㎜ モジュールまでのワークピースを効率よく、最高品質で研削することが可能になりました。
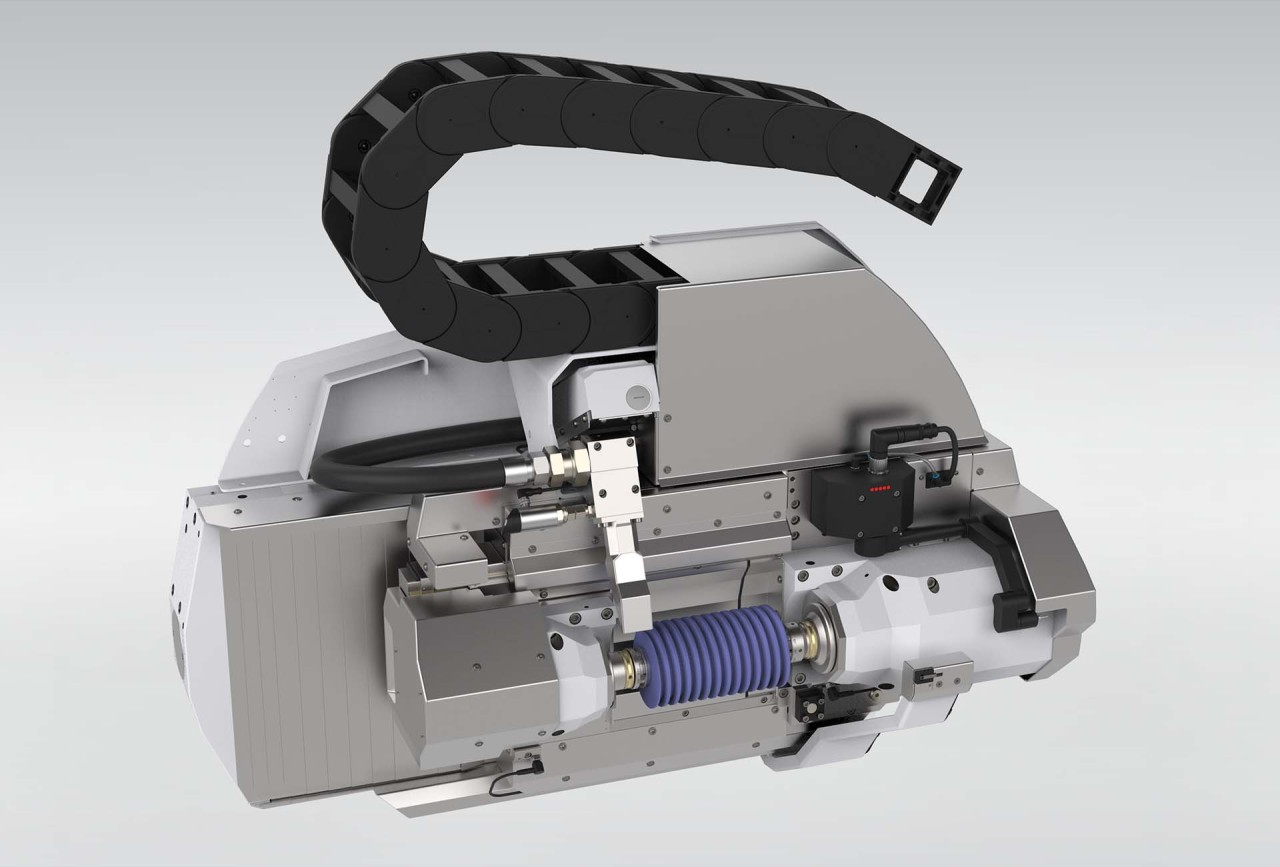
研削ヘッド GH 240 / 200 CB
GH 320

GH 320 CB
迅速かつ簡単に段替え
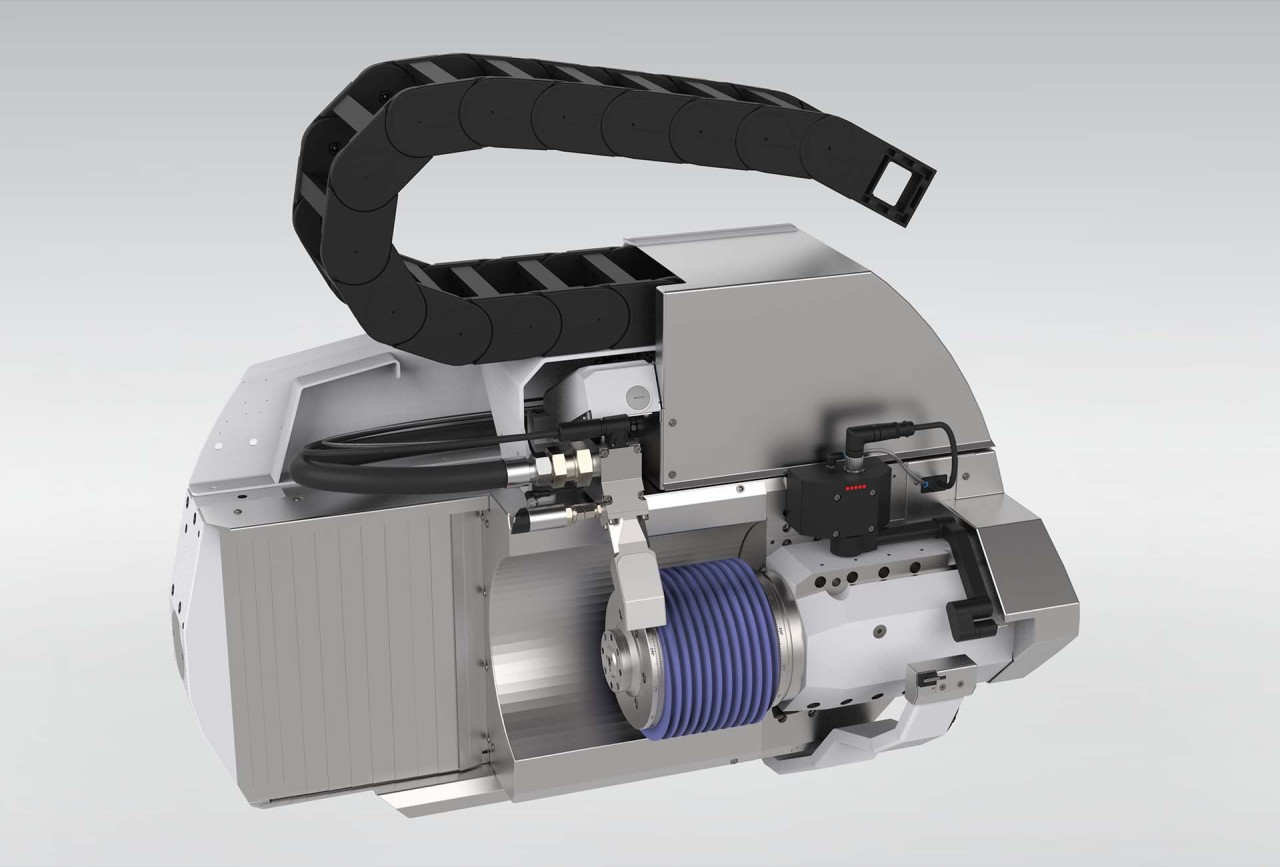
装着可能な内歯研削ヘッドは、外歯研削ヘッドに素早く簡単に取り付けることが可能で、主軸から駆動されます。ご要望に応じて、その他の研削ヘッドをご用意することもできます。
たった30分で外面研削から内面研削へ
動画
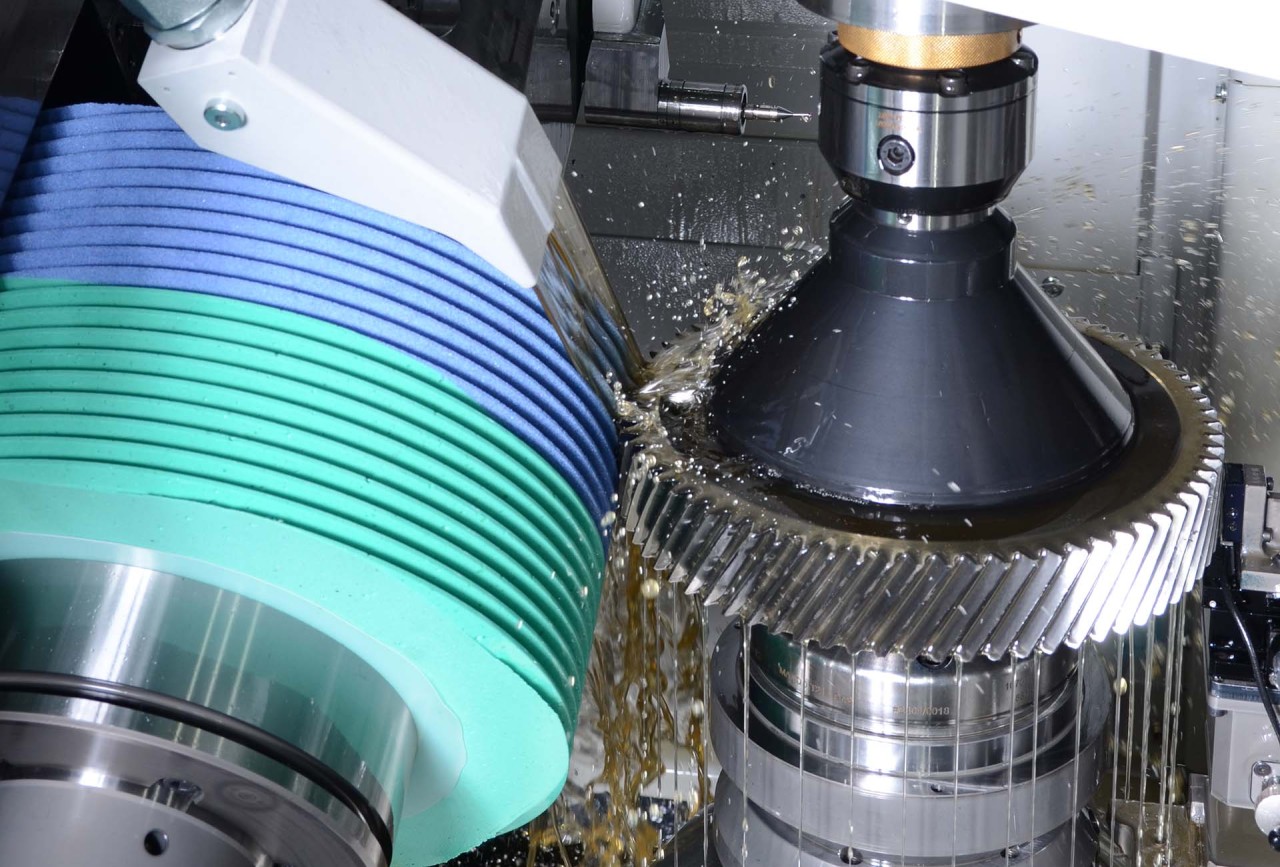
遊星歯車、モジュール14、創成・成形研削盤LGG 500での歯車研削
インラインプロセス監視

自動化されたプロセス監視

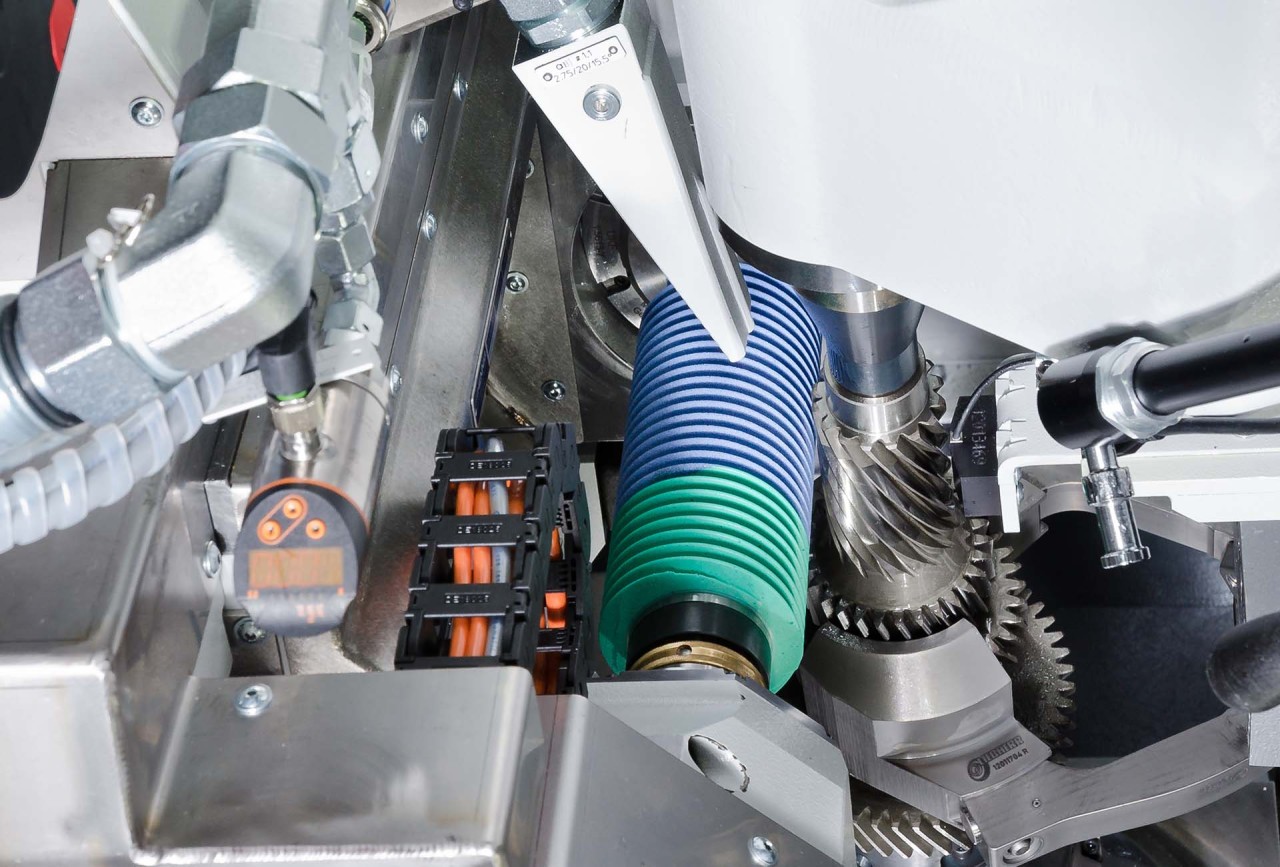
機内測定
可動式/固定式歯合わせセンサー
加工技術
将来ニーズへの準備も整っています
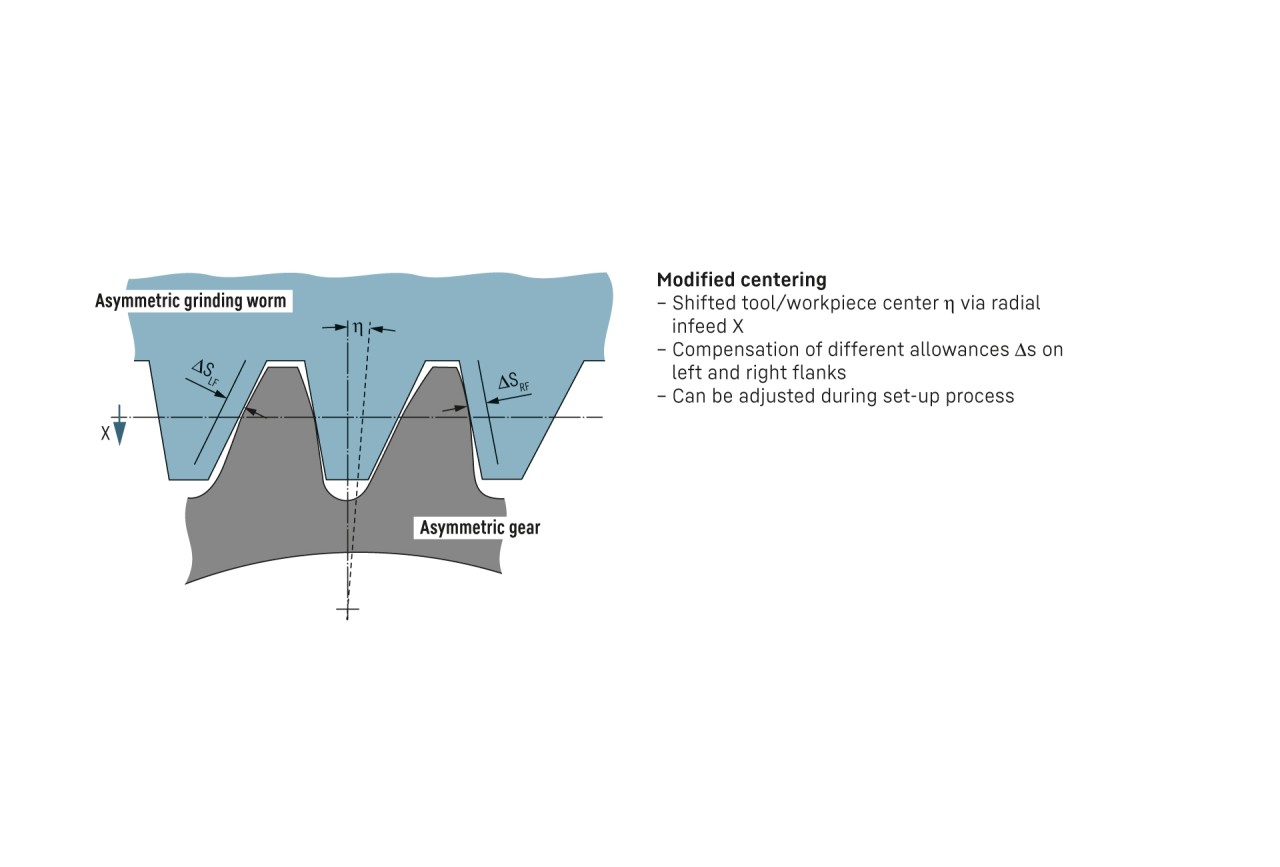
非対称歯車の創成研削
ビデオ
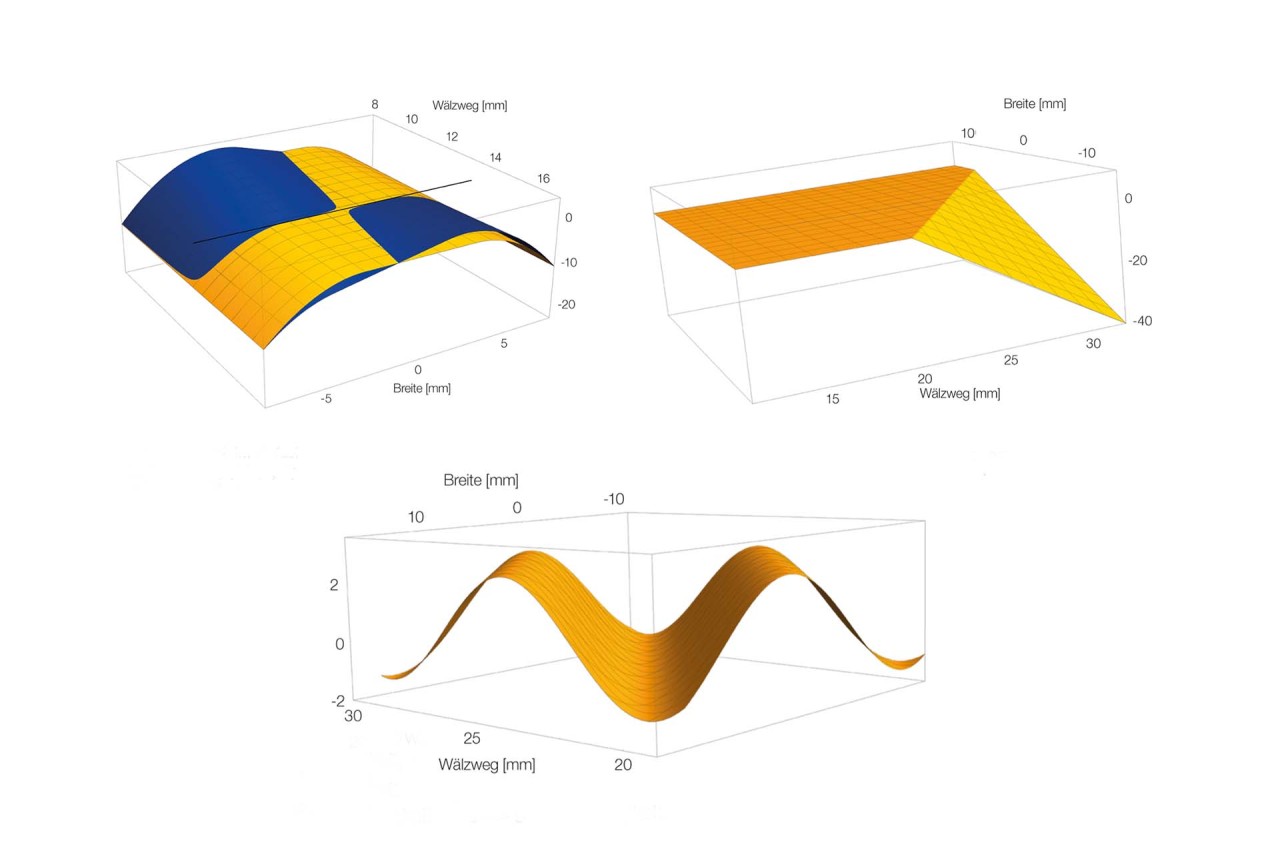
歯面トポロジー形状の補正、ツイストフリー研削
小径砥石での創成研削
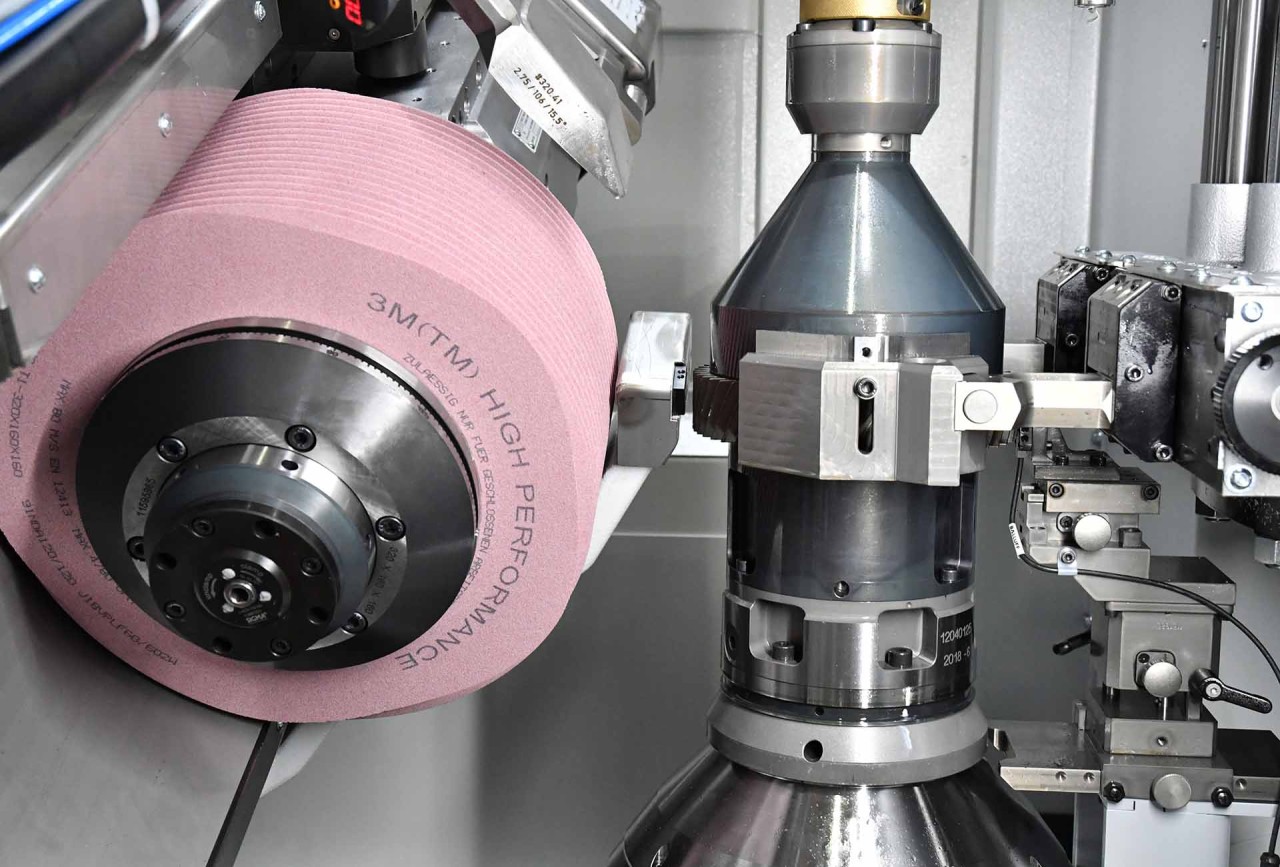
ファイン研削とポリッシュ研削
なぜ、歯面には修正や超仕上げが必要になるのでしょう?
Liebherrのソリューション:ファイン研削とポリッシュ研削
イノベーション
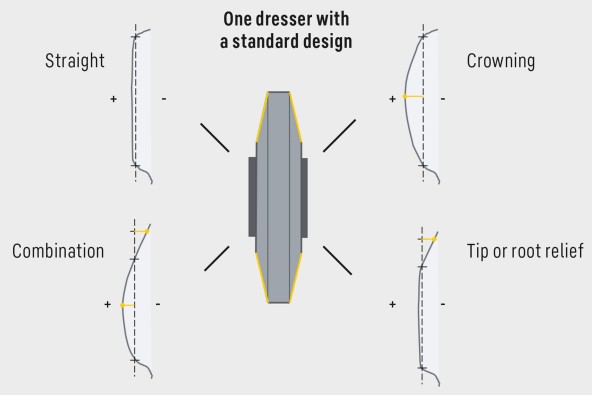
DIP – Dresser independent profile modifications
(ドレッサーによる自律型歯形修正)
Liebherrが開発したDIPは、ドレス可能な研削ウォームを使用した特殊かつ柔軟な歯車研削プロセスです。これにより、ドレス工程で成形ロールを使用した場合に、ワークの歯形修正に影響を与えることができます。特に、圧力角の修正、歯面クラウニング、歯先および歯元修正を具体的に指定し、研削することができます。成形ロールを使用するとドレス工程が大幅に高速化し、ウォームの表面が一般的な量産品の表面と一致するというメリットがあります。
非対称歯
ドレス不要のCBNで創成と成形研削

CBN創成研削

CBN成形研削
ワークハンドリング装置搭載
オートメーション
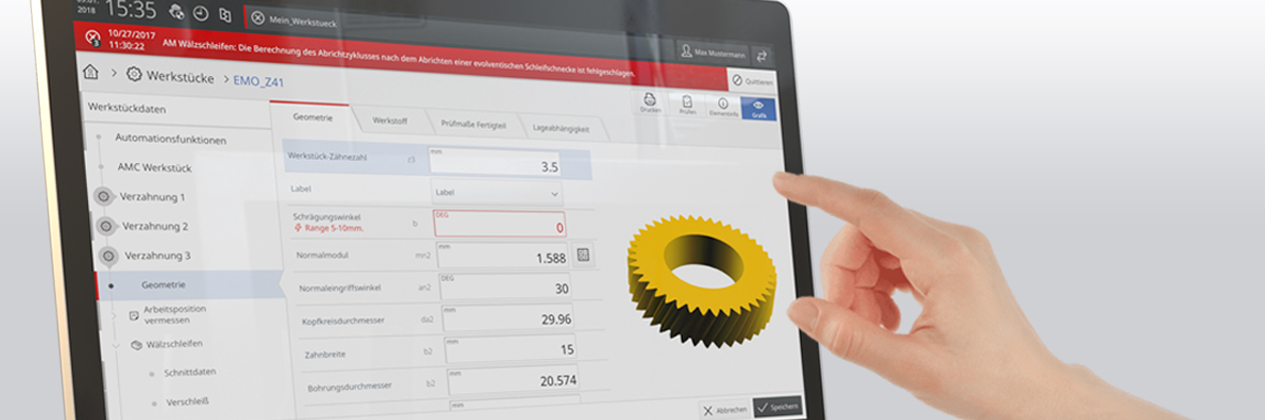
最高レベルのユーザーフレンドリーな操作

機能を最適化した新しい操作盤LHStationとLHMobile

テクニカルデータ
| 機械長さ | 3,500 mm |
| 機械幅 | 2,700 mm |
| 機械高さ | 4,000 mm |
| 軸の移動 | 1,000 mm |
| テーブル上の最低位置 | 60 mm |
| 研削ヘッドの旋回角度 | 45 ° |
| ワークの回転数 | 1,000 min-1 |
Variants
| Variants | LGG 300 | LGG 380 | LGG 500 | LGG 700 M |
|---|---|---|---|---|
| ワーク直径 (mm) | 300 | 380 | 500 | 700 |
Liebherrのその他のギア関連の製品をご覧ください:





