LGG 300 - 500 / 700 M
多面手。


灵活性
技术多样性
性能强劲
机床设计

01/02

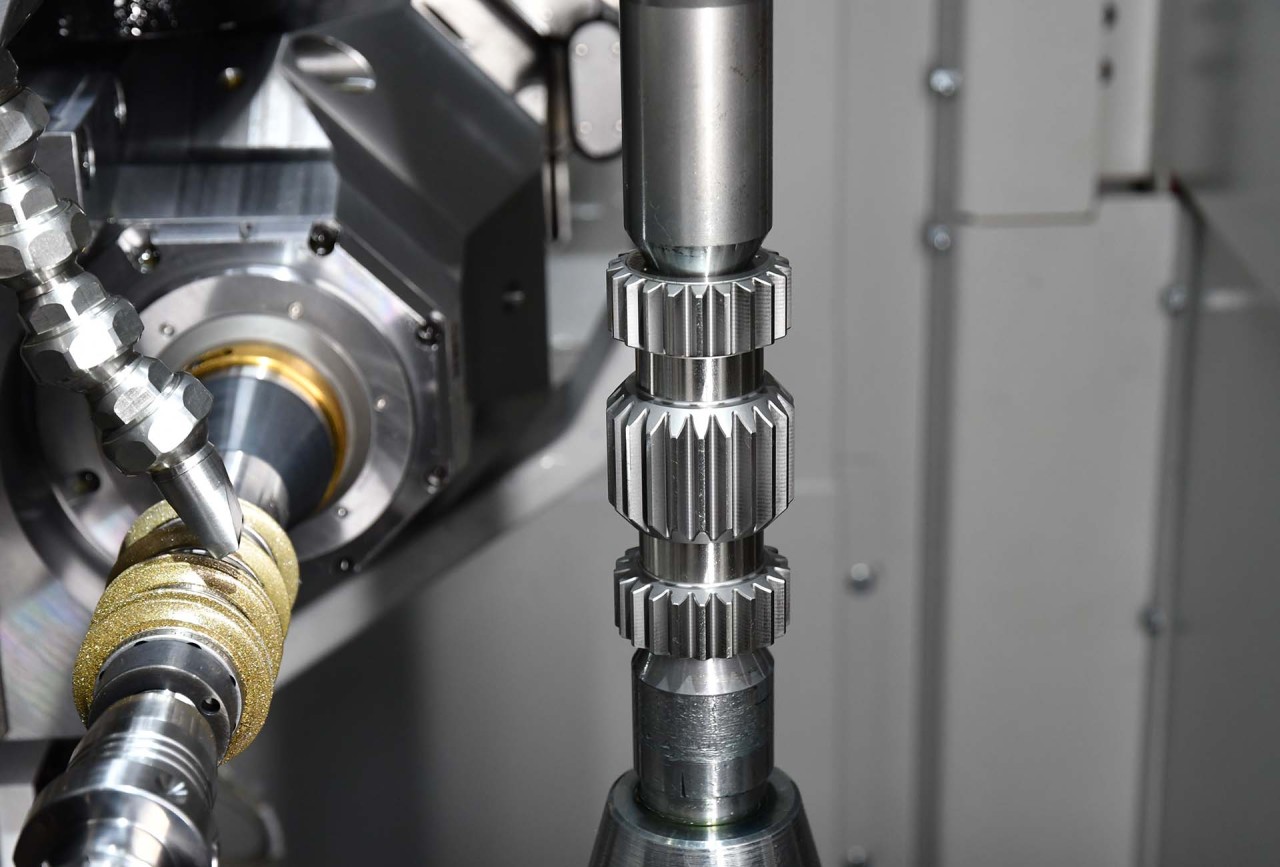
LGG 700 M
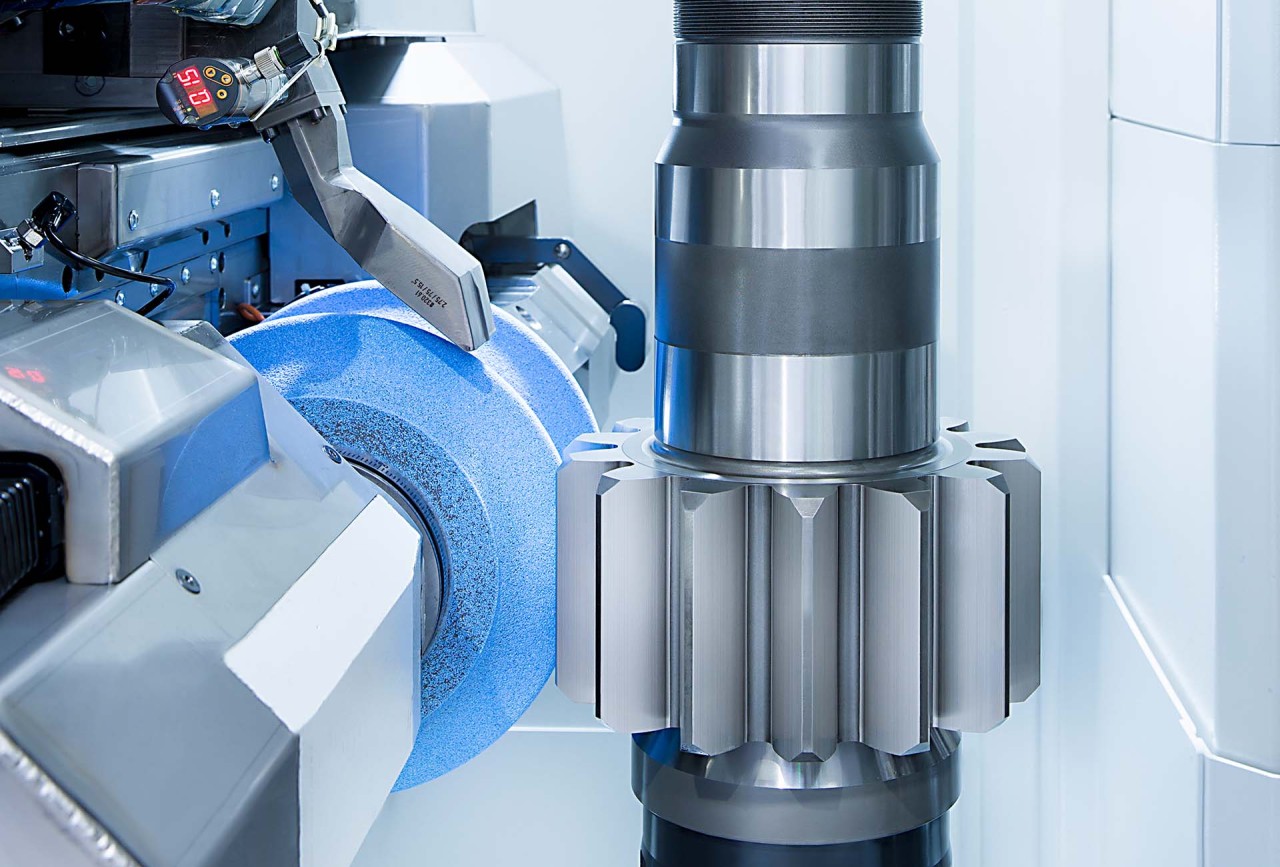
外磨削头和内磨削头
LGG 提供工艺优化的外磨削头和内圆磨臂。两个外磨削头(GH 320 和 GH 240 CB)均使用主轴内部平衡系统。在 GH 320 CB 中,平衡系统集成在芯棒中。
高驱动功率和转速是巨大的优势,例如在使用新型磨料时。由于采用先进的刀具夹紧方式,可以简单快速地更换磨削芯轴。
对于容易发生碰撞的工件和需要进行特殊齿轮校正的情况,可以使用小型磨削刀具来进行加工。
使用 GH 320 CB 磨削头,现在还可以高效、高质量地磨削模数高达 14 mm 的工件。
GH 240 / 200 CB
GH 320

GH 320 CB
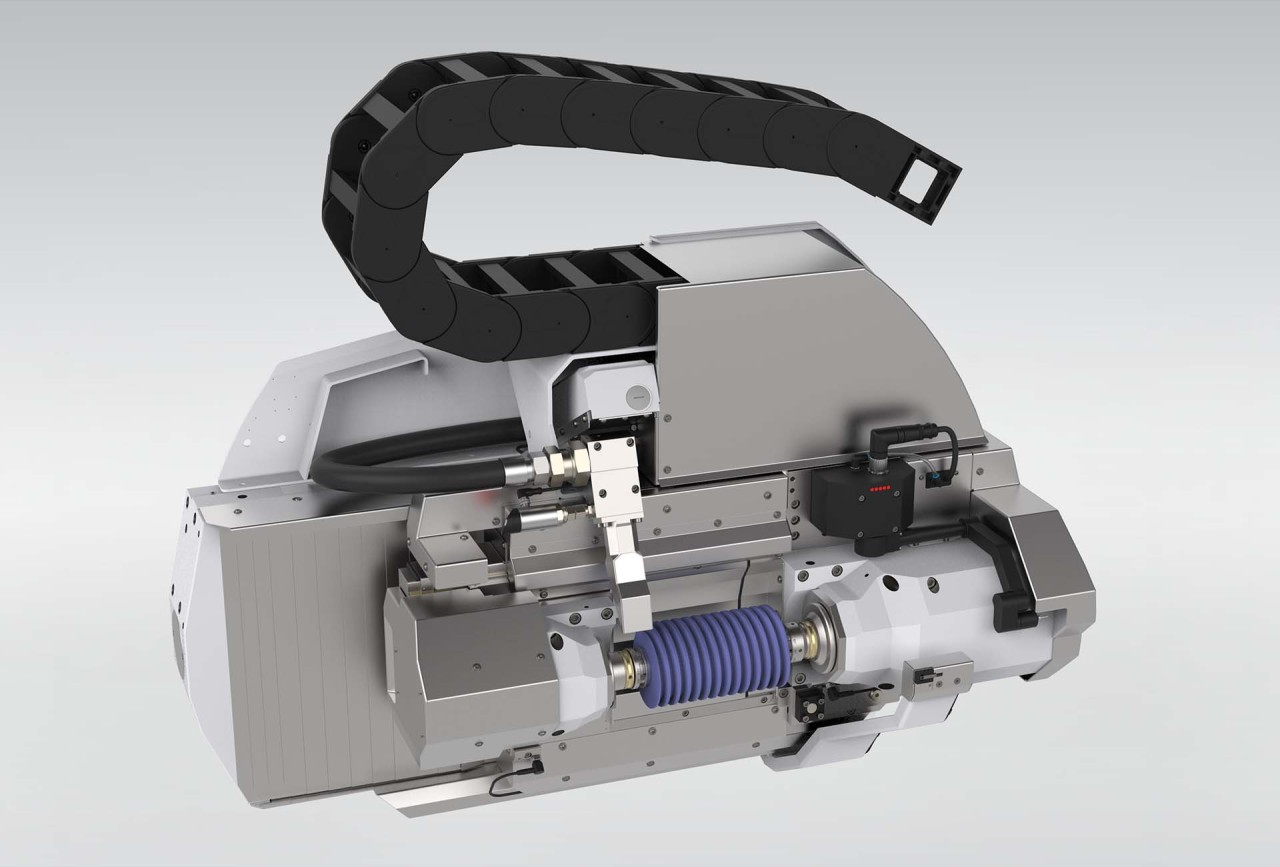
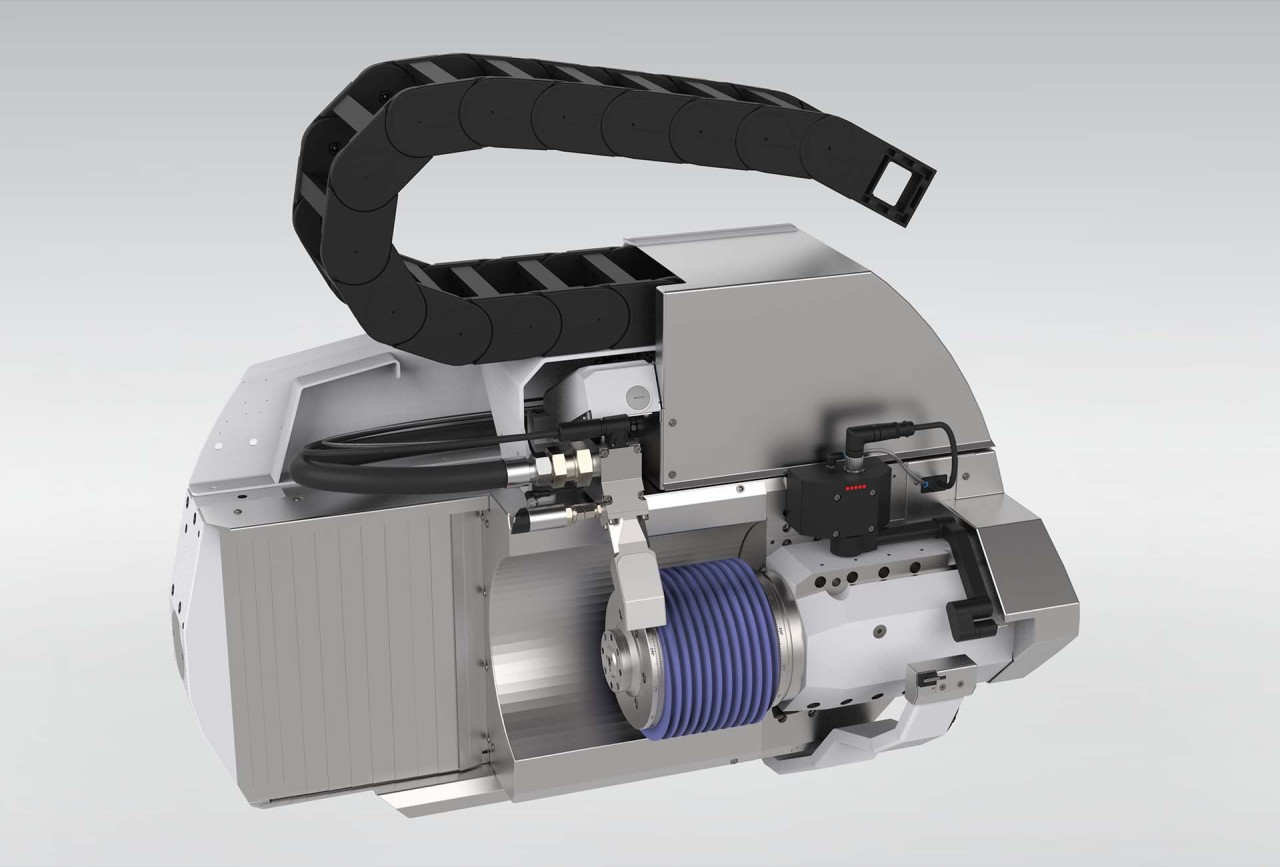
更换快速简便
适配性强的内磨削头可轻松快速地安装在外磨削头上,并由主驱动装置驱动。可根据要求提供其他磨削头。
从外磨削到内磨削仅需 30 分钟
视频
展成磨行星齿轮,模数 14,在兼具成型磨齿功能的展成磨齿机 LGG 500 上
在线过程监控

自动化流程监控
01/03

在线检验:机床内的齿轮加工检验
移动式或固定式对齿传感器
技术
为未来做好准备
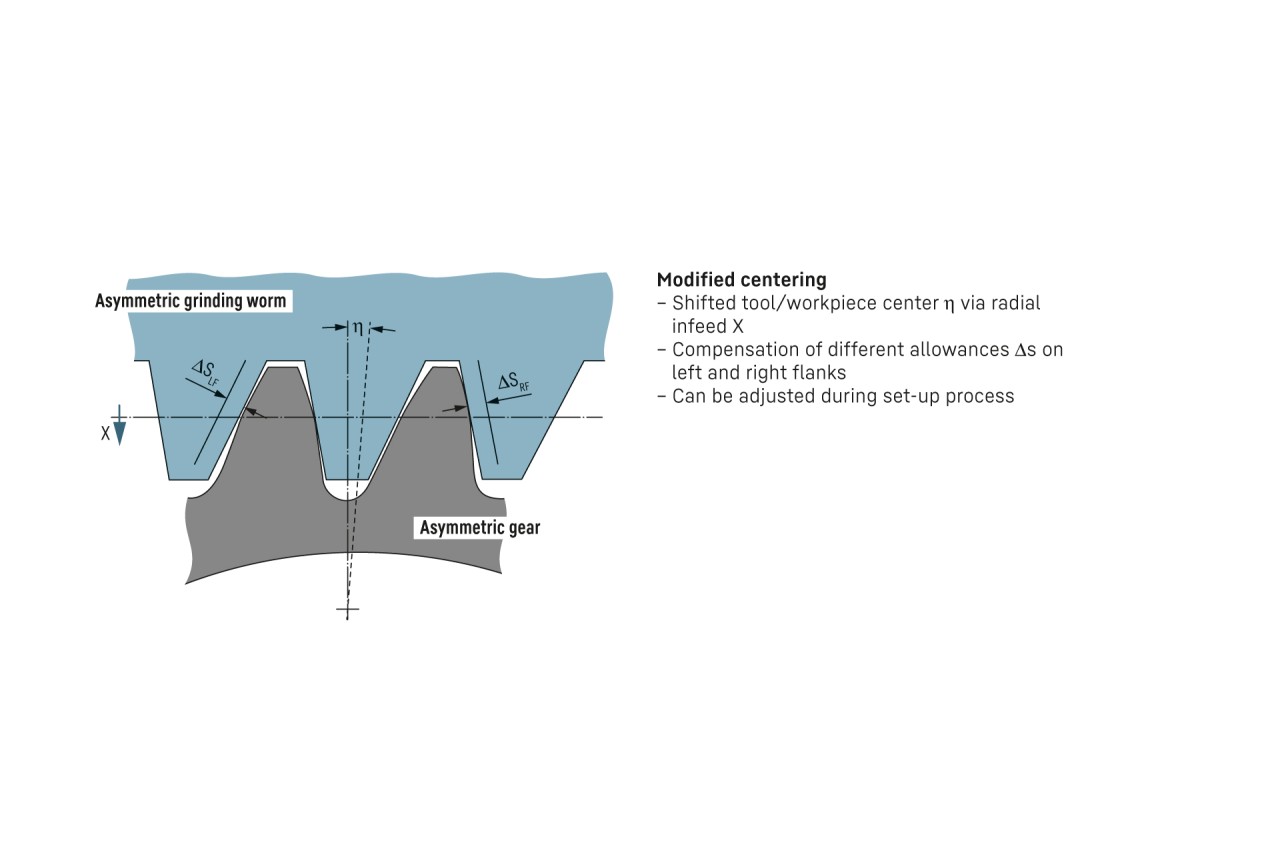
不对称齿轮的展成磨
01/02
视频
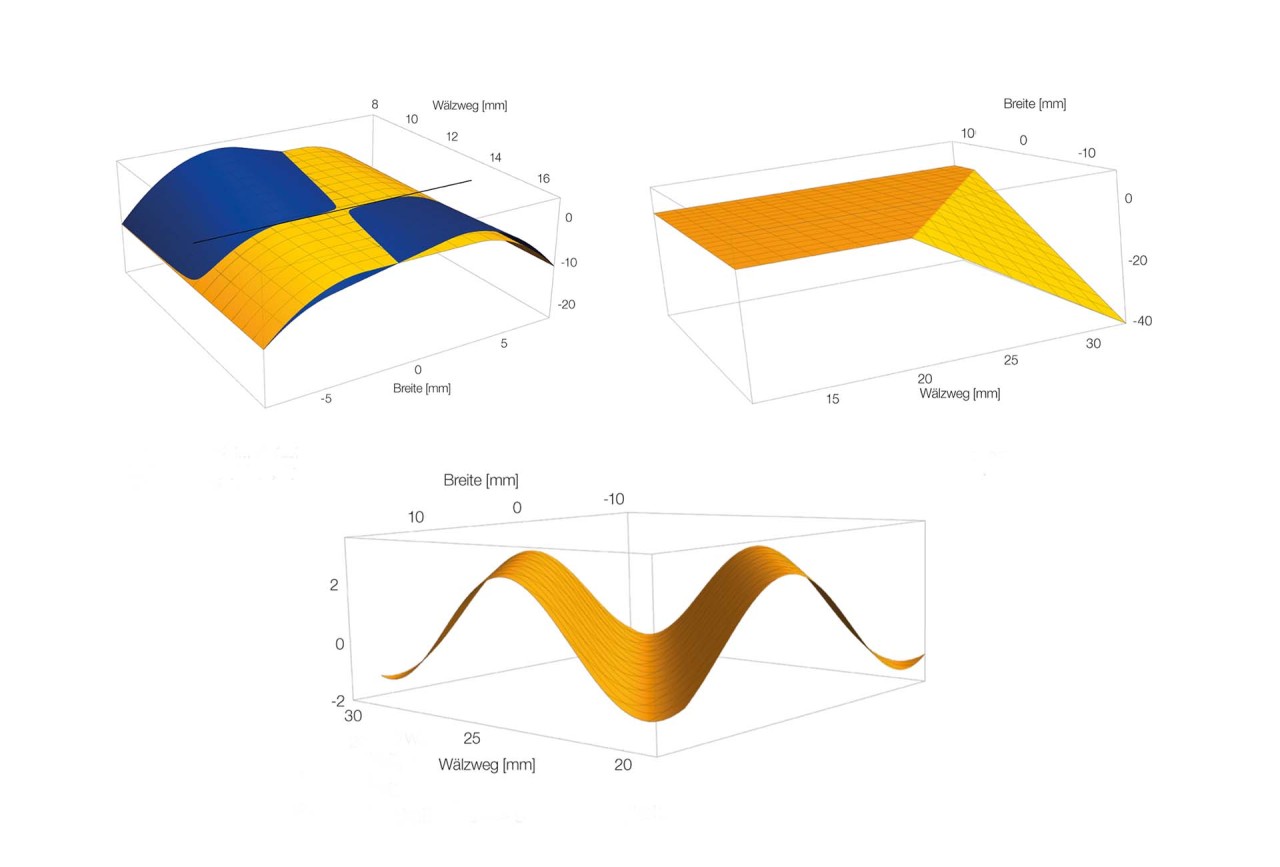
拓扑修形 - 无扭曲磨削
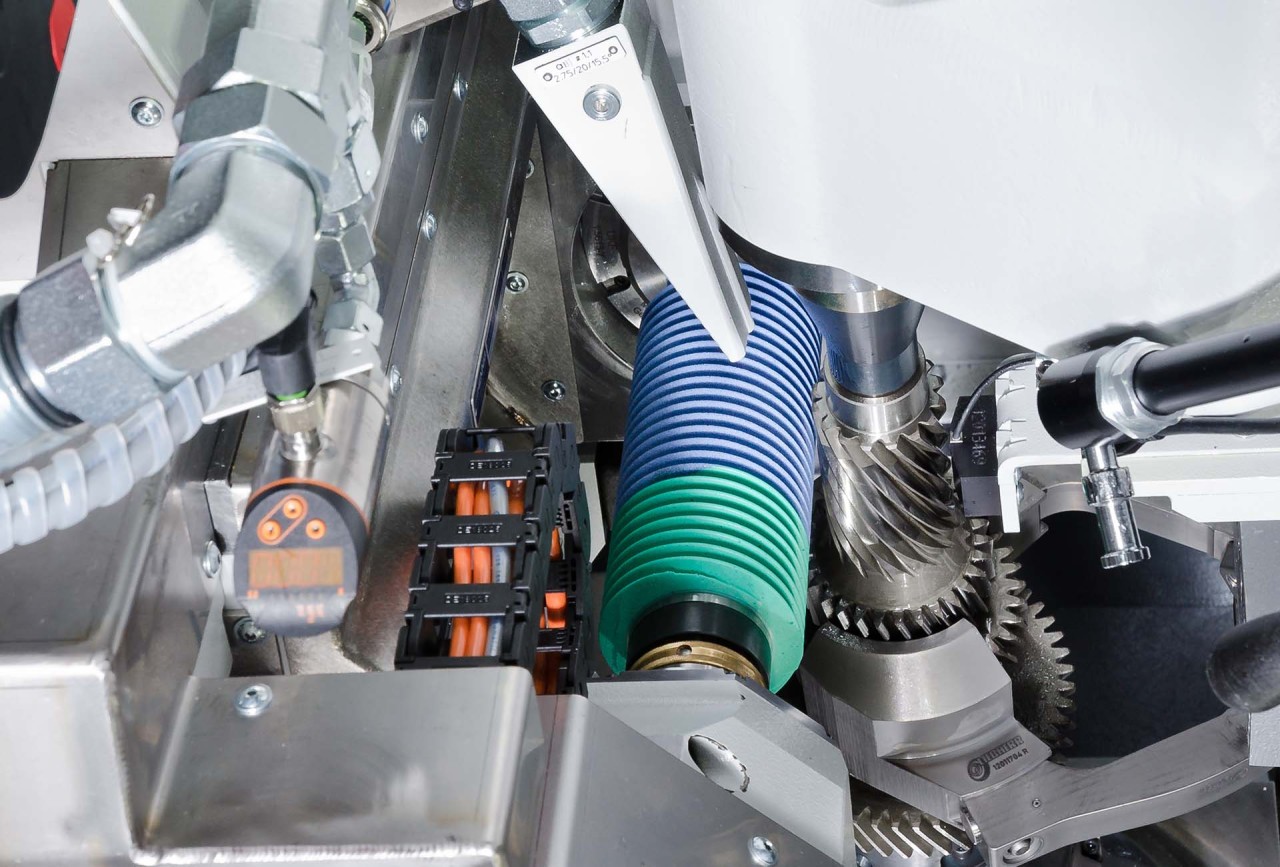
使用小型刀具展成磨
精磨或抛光
为什么要修整和/或超精加工齿面?
我们的解决方案:精磨或抛光
创新
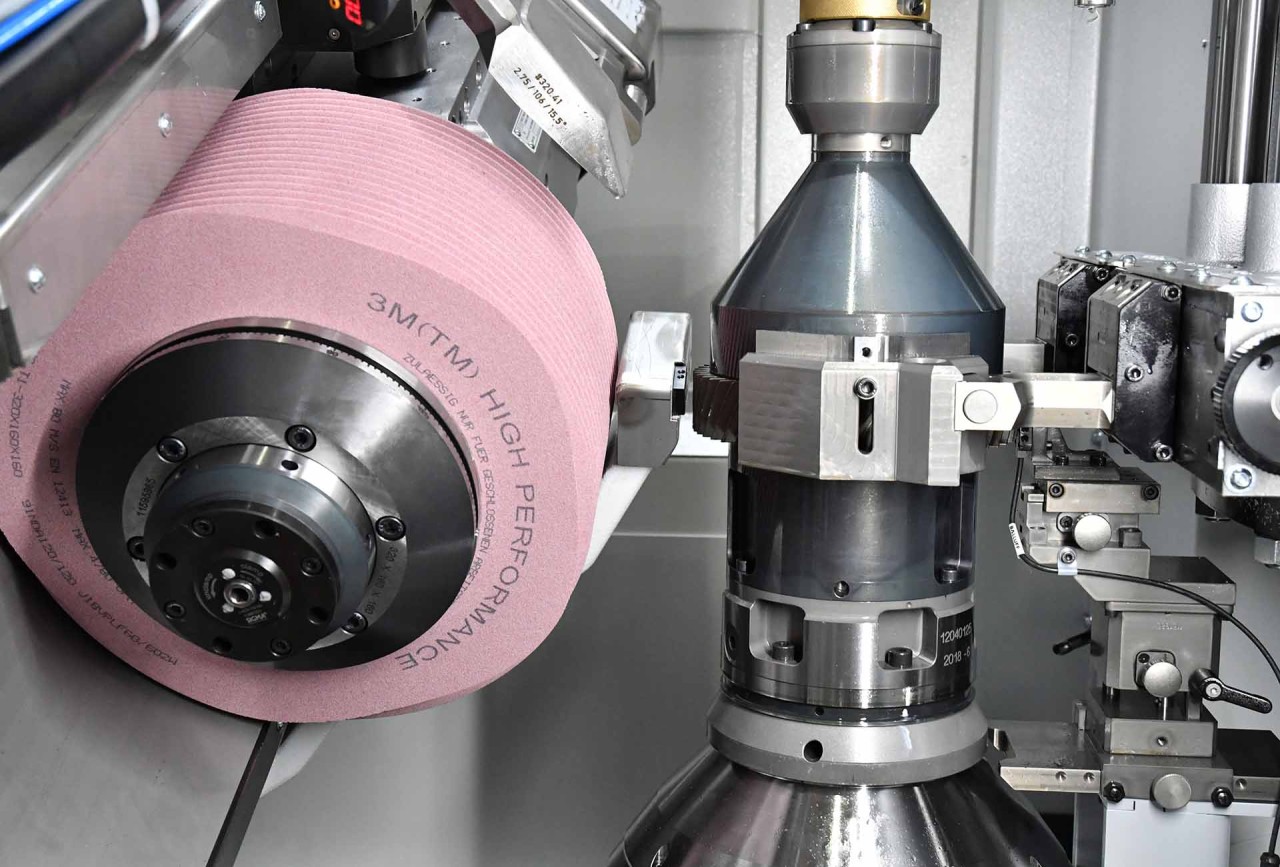
DIP – 独立齿形修整器
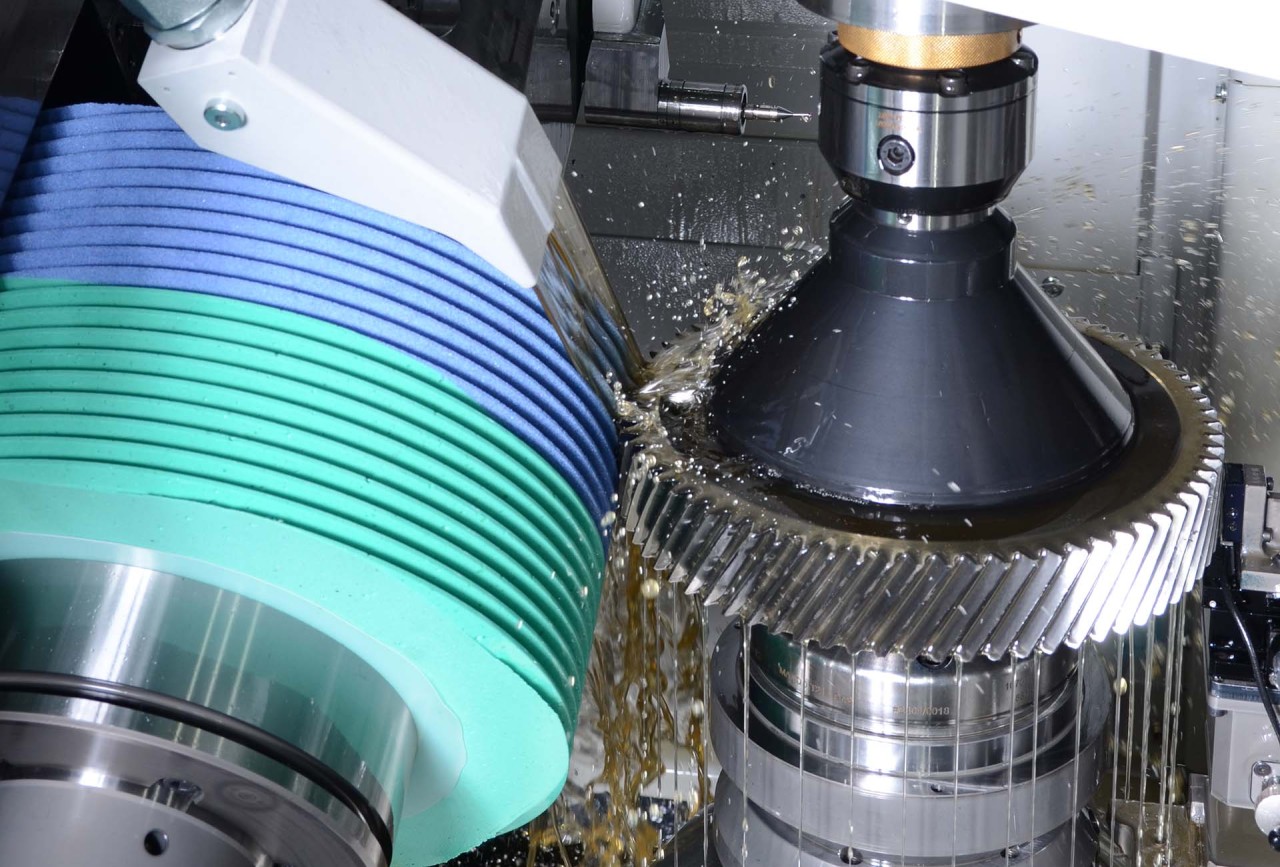
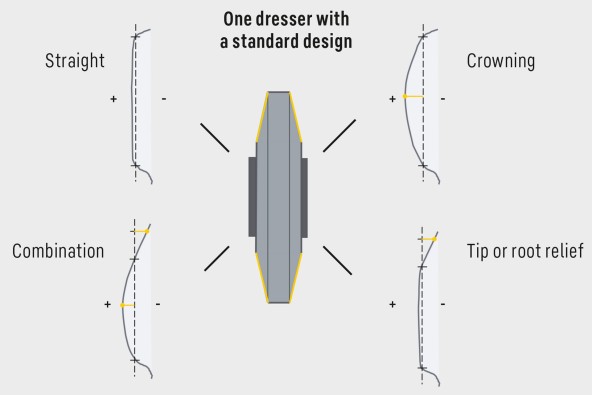
DIP 是一种由 Liebherr 开发的特殊柔性磨齿工艺,使用在可修整蜗杆砂轮上。该技术能够在修整过程中通过使用轮廓滚动来影响工件的齿形修形。可以精确定义并磨削出齿轮的压力角修形、鼓形以及齿顶和齿根修缘。其优势在于,使用轮廓滚动可使修整过程快数倍,并且蜗杆表面质量与平常批量生产一致。
非对称齿轮加工
使用免修整的 CBN 展成磨或成型磨削

CBN 展成磨

01/02
CBN 成型磨削
集成的离心分离装置
自动化系统
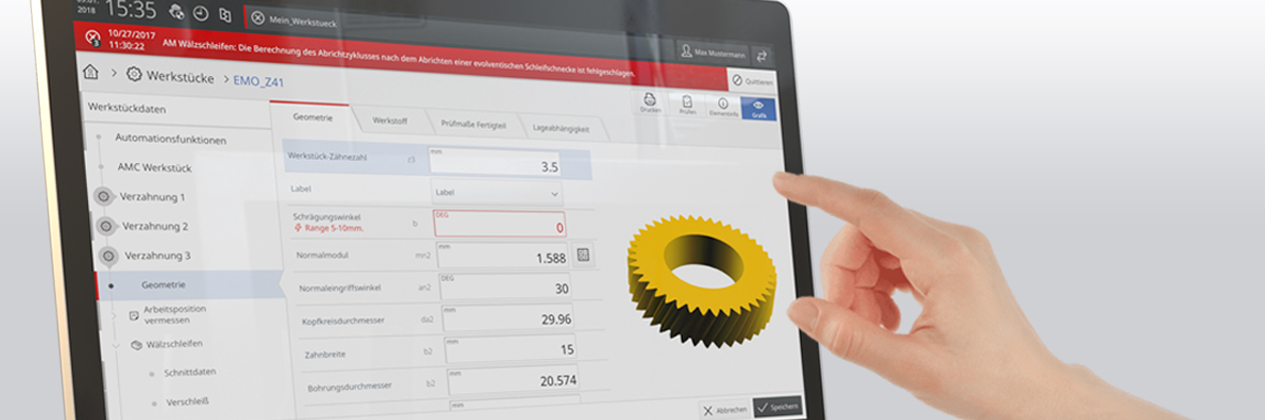
最大的用户友好性

优化的控制面板 LHStation 和 LHMobile

01/03
技术数据
| 机床长度 | 3,500 mm |
| 机床宽度 | 2,700 mm |
| 机床高度 | 4,000 mm |
| 轴向行驶 | 1,000 mm |
| 工作台上方的最小位置 | 60 mm |
| 磨削头摆动角 | 45 ° |
| 工件转速 | 1,000 min-1 |
Variants
| Variants | LGG 300 | LGG 380 | LGG 500 | LGG 700 M |
|---|---|---|---|---|
| 工件直径 (mm) | 300 | 380 | 500 | 700 |





