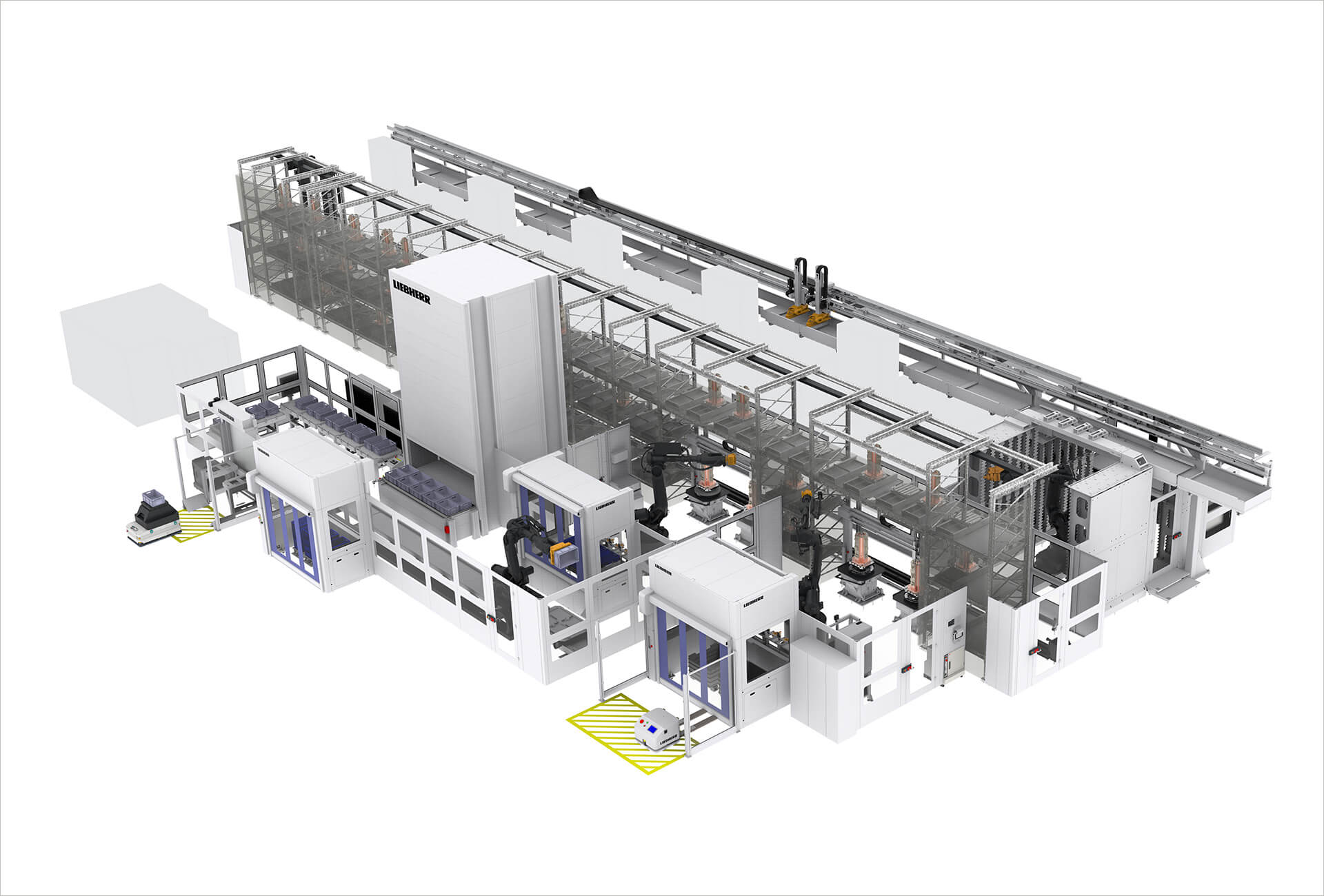
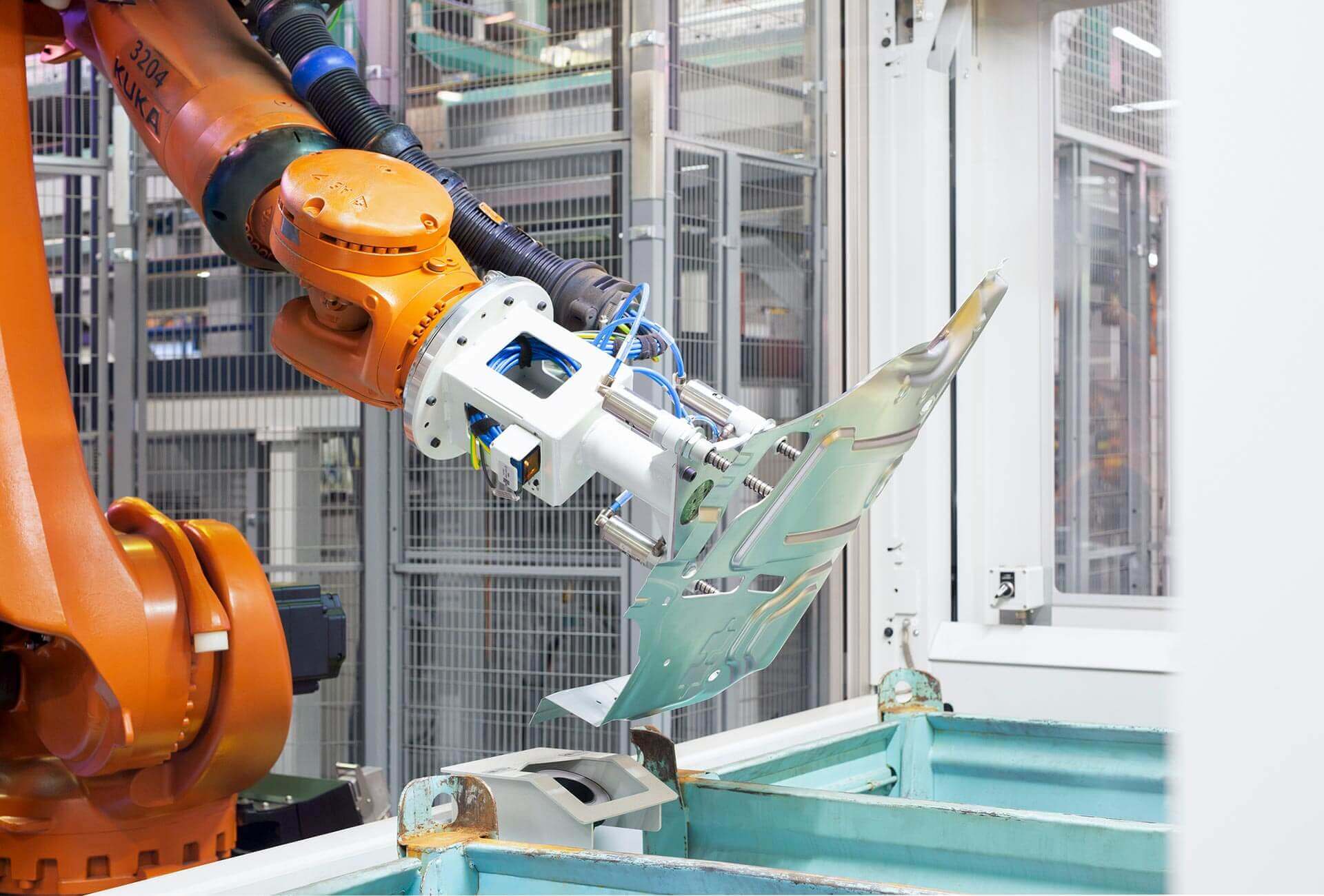




Автоматизированная подача кузовных панелей
Листовые панели для боковой рамы легкового автомобиля транспортируются к подающему модулю в больших металлических ящиках прицепным тягачом. Там 3D-система машинного зрения сканирует сначала положение ящика сверху и точное положение кузовных панелей в нем. На основе полученных данных робот извлекает листовую панель из ящика с помощью гибкого трёхточечного вакуумного захвата и подводит её к 2D-камере. Она контролирует положение деталей и распознаёт, если две детали были захвачены одновременно.
Загрузка токарных станков и распределение по проволочным корзинам
Заготовки зубчатых колёс в ящиках выгружаются в подающий модуль вилочным погрузчиком. После сканирования камерой сыпучих материалов детали разделяются магнитным захватом и помещаются на станцию ориентации. Затем робот переключается на устройство с параллельными захватами для извлечения изделия, переориентирования и передачи на токарный станок для обработки. После обработки детали загружаются в проволочные корзины штабелирующего модуля, после чего оператор может забрать полный штабель корзин.
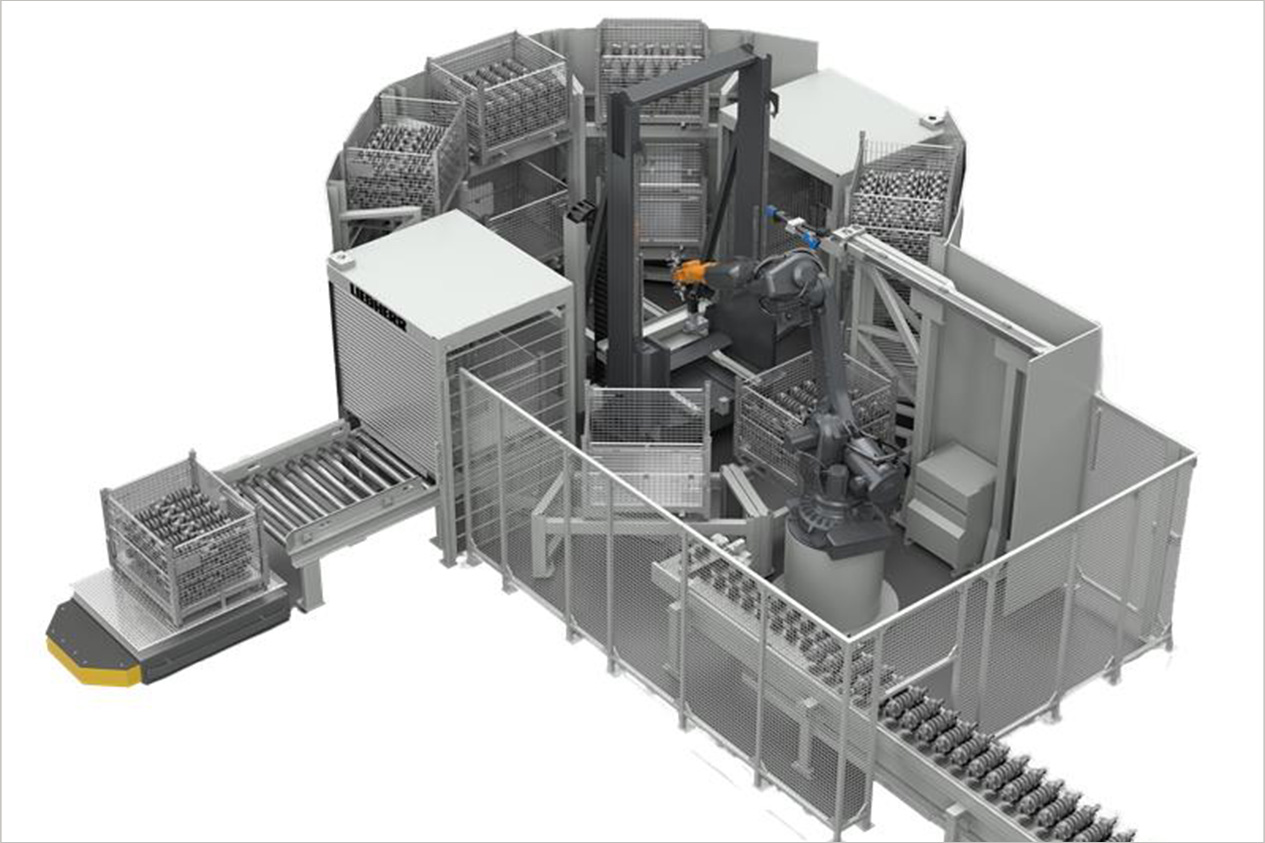
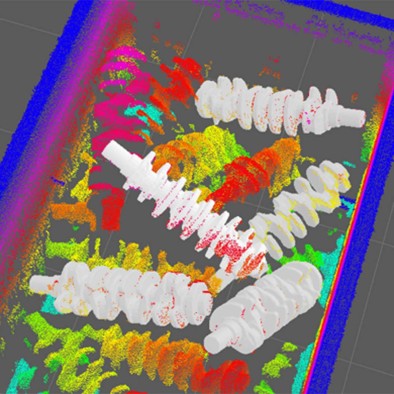
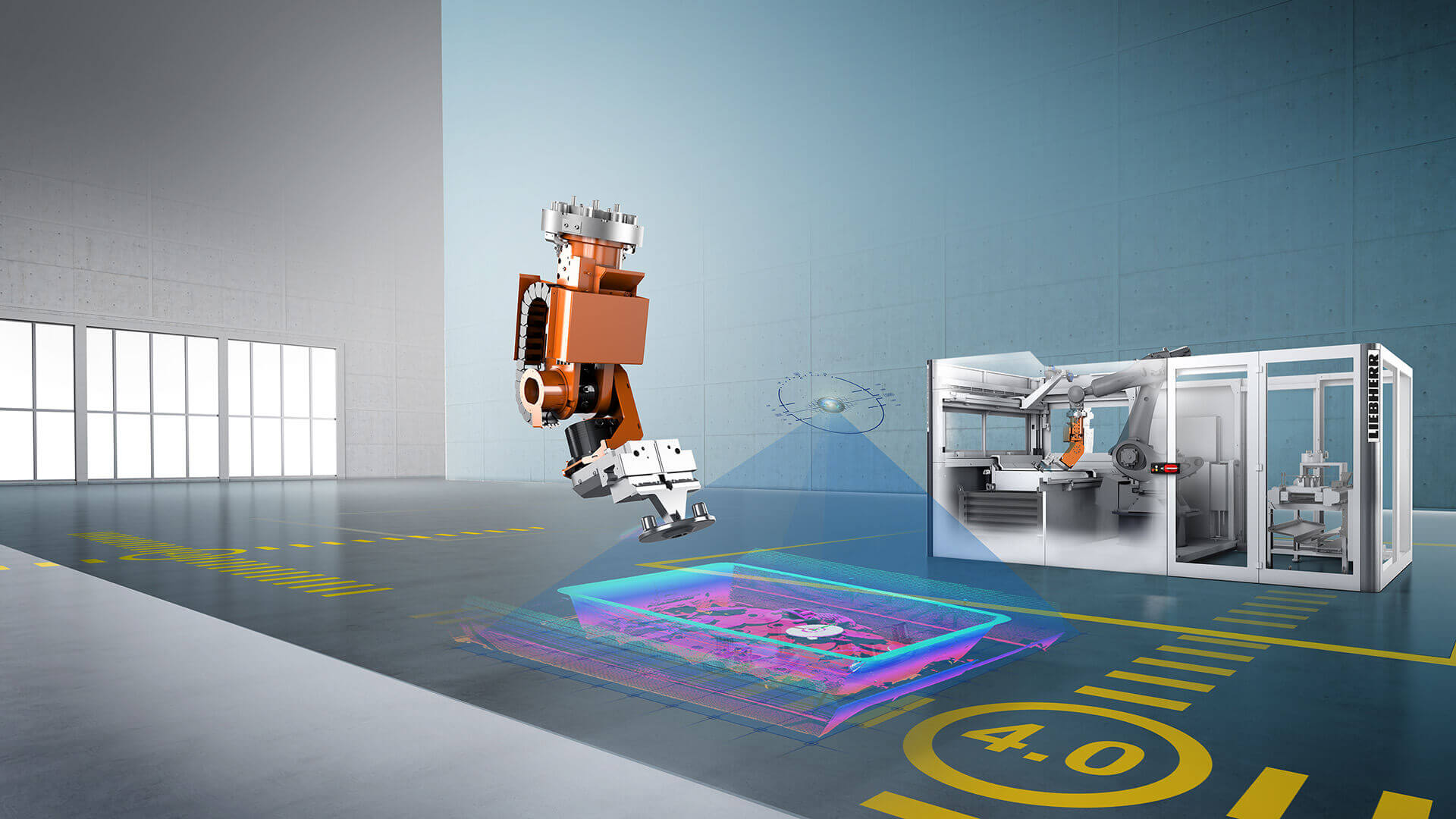
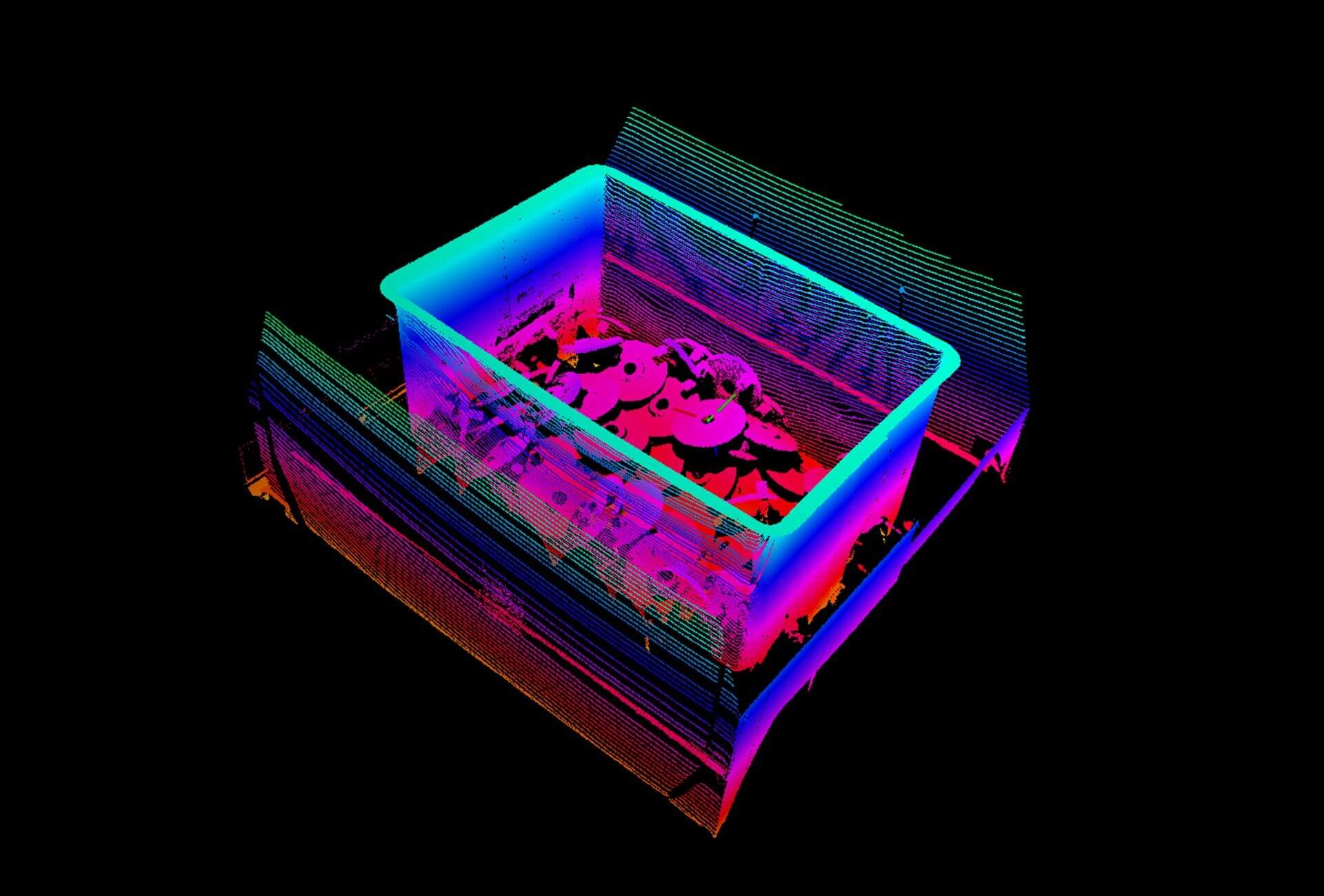
Вход в линию с буферным накопителем для коленчатых валов
Очень гибкий вход в линию был реализован благодаря комбинации ротационной системы загрузки Liebherr RLS и системы извлечения из бункера. Заготовки коленчатых валов складируются хаотично в решётчатых ящиках и доставляются к входу на линию с помощью автоматически управляемой системы транспортировки. Количество различных типов компонентов контролируется через главный компьютер заказчика.