LC 300 - 500 / 700 M




機能フル装備。あらゆるワークに対応。
Liebherrのホブ盤は、汎用的に利用するための要件を最適に満たします。当社の高性能ホブ盤は生産性に優れ、最高品質のフライス加工を実現します
モジュール - 3.50 - 16.00 mm
3.50 - 16.00 mm
ワーク直径 - 300 - 700 mm
300 - 700 mm
最高のワーク対応力
最高の生産性
改善されたエルゴノミクス
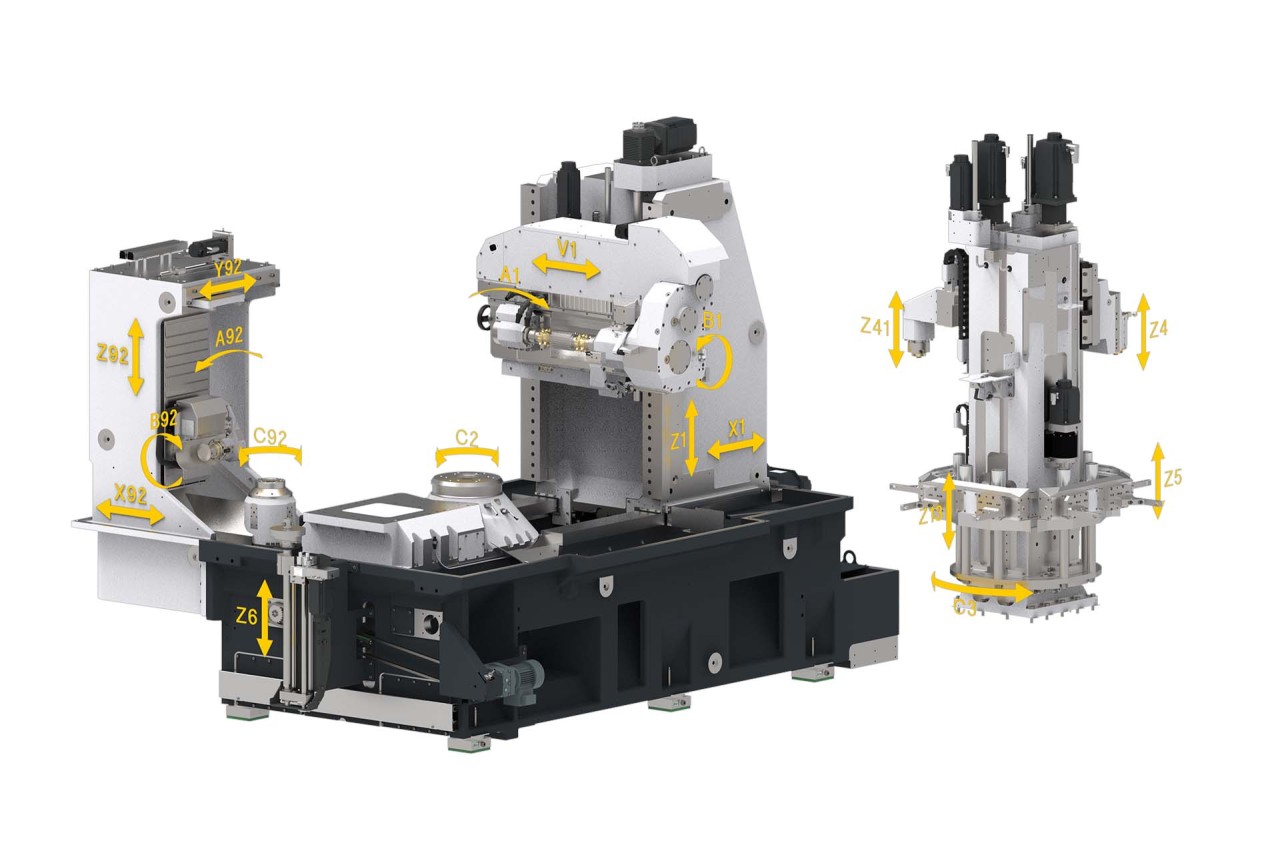
機械のコンセプト
Liebherrホブ盤は、あらゆる用途に合うように最適化されています。この高性能ホブ盤は生産性が高く、最高の品質を最高の生産能力で製造することが可能です。
- より大きくより長い工具に対応したホブヘッドにより生産性とワーク対応力が大きく向上
- ChamferCutと新しいFlexChamferによる最大径500 mm、モジュール7 mmまでのワークの同時面取り
- 拡大した加工スペースによる最高のワーク対応力
- NC制御のカウンターコラムによる段取りを大幅に容易化
- 最大100 kgまでのワークに対応したリングローダーによる機内オートメーション
- マシンの操作プログラムはLHStation & LHMobile と LHGearTecを用意
- マシンベッドの再設計最適化による切粉排出の改善

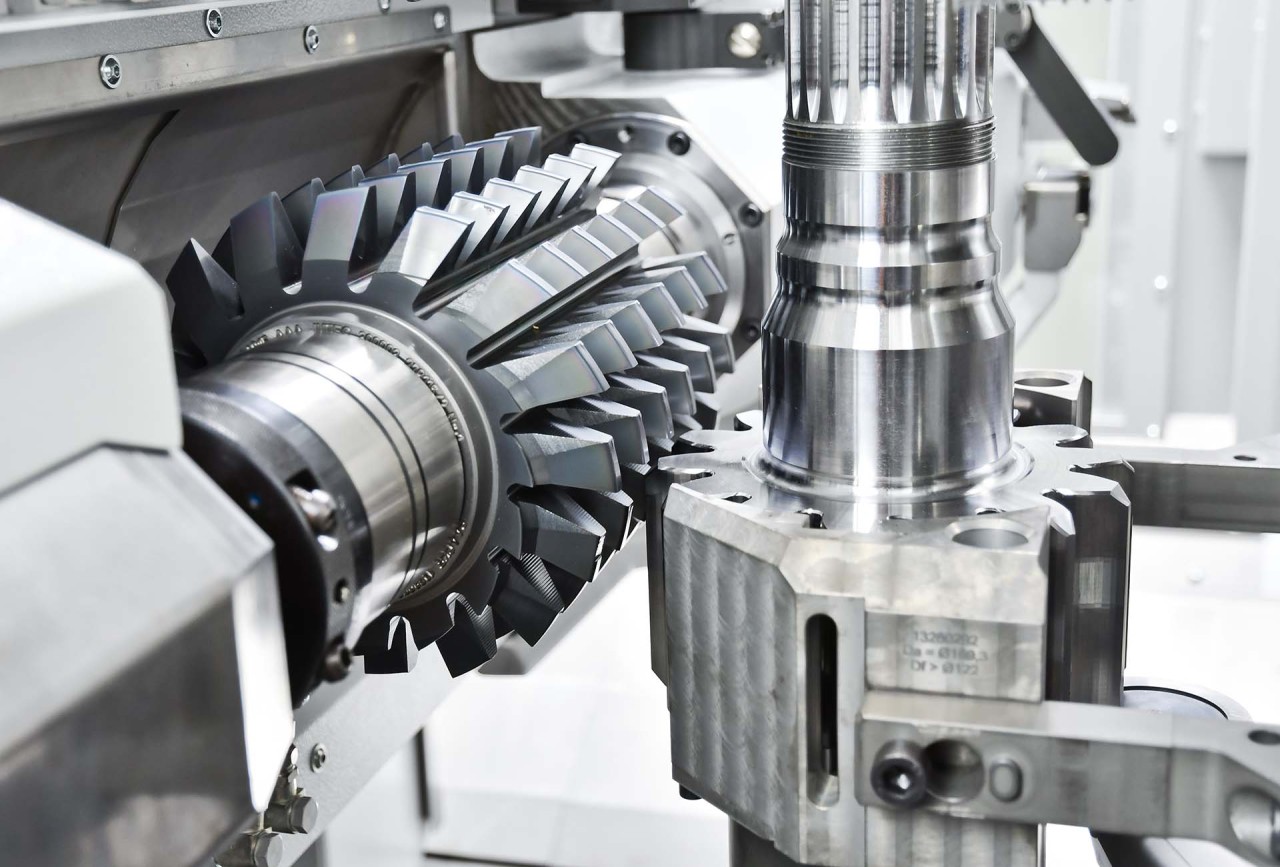
高性能かつ妥協を一切排除
01/02

マシンテーブル

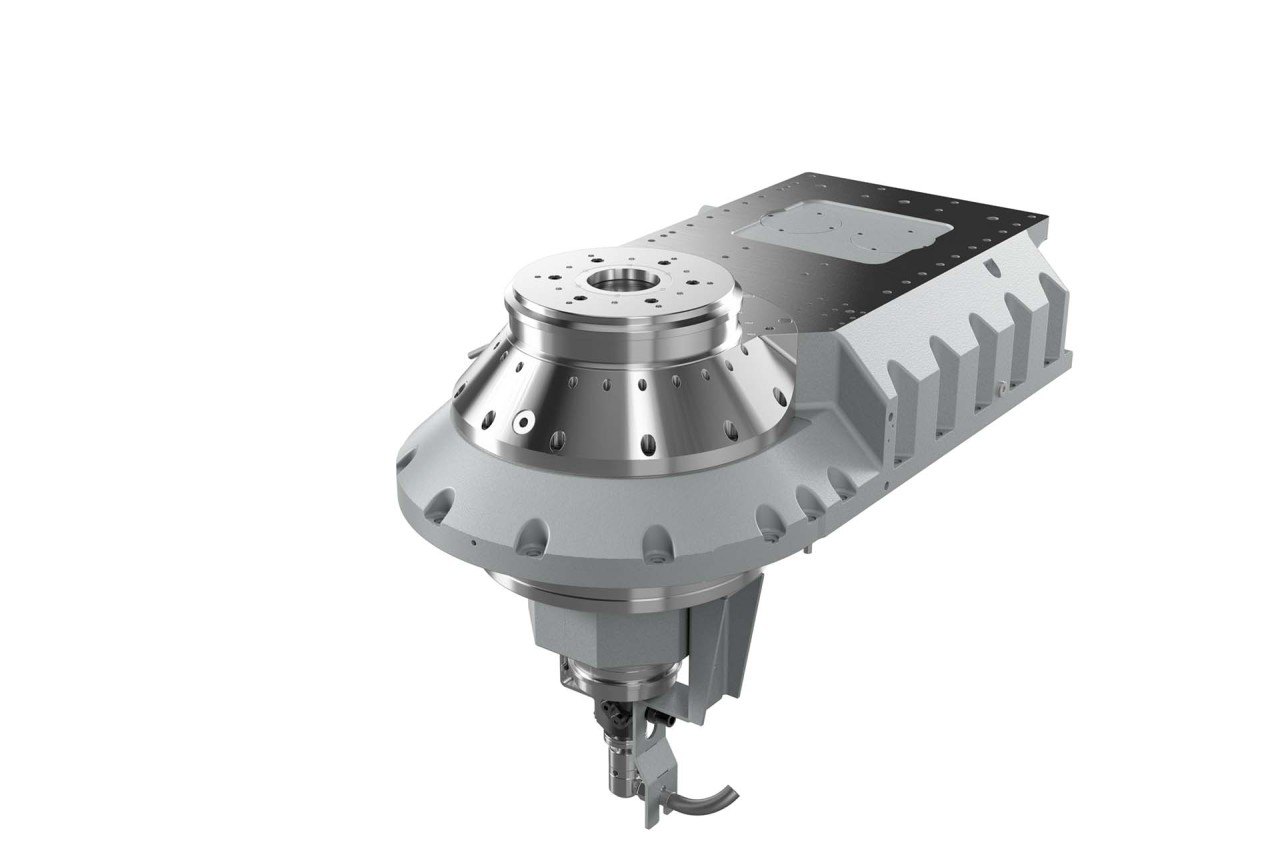
01/03
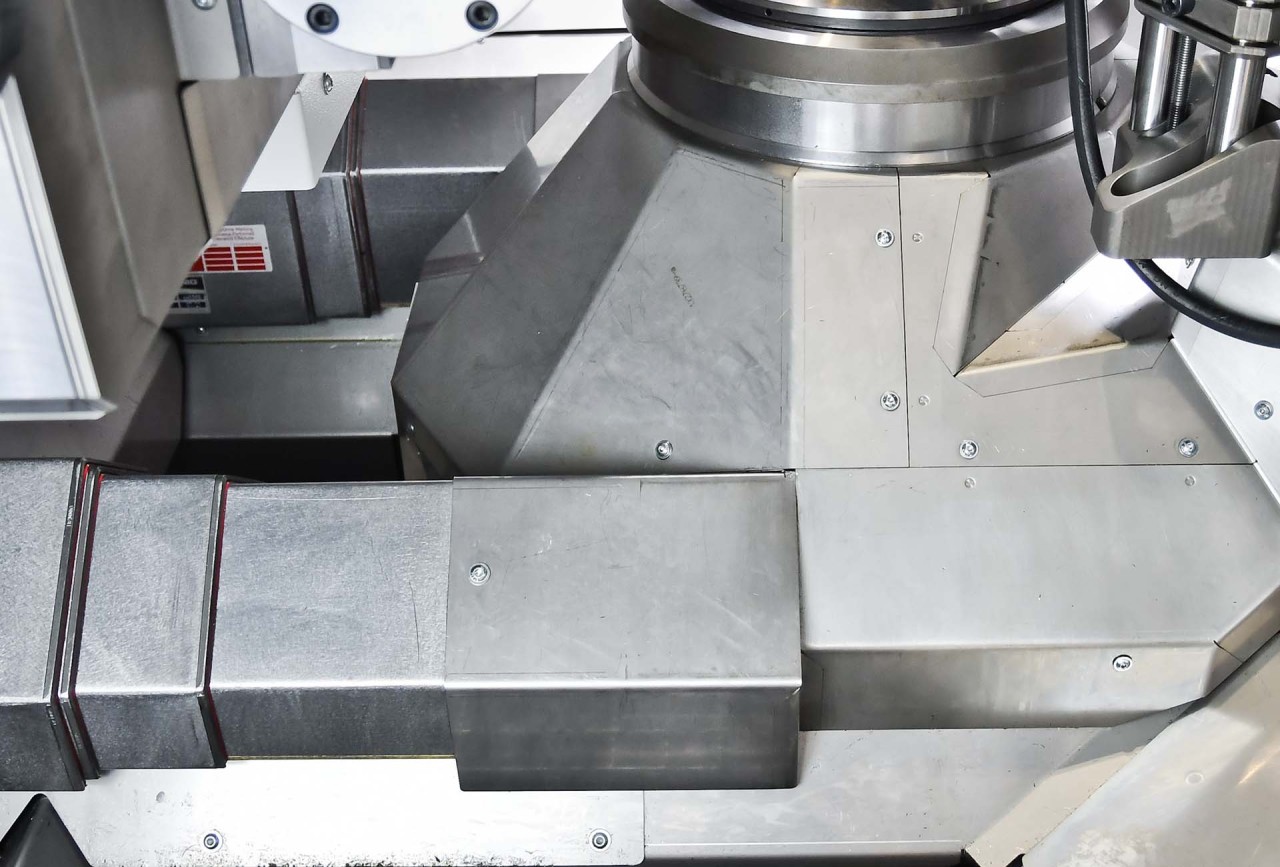
完璧なドライ加工

NC制御のカウンターコラムとリングローダーによるオートメーション

01/02
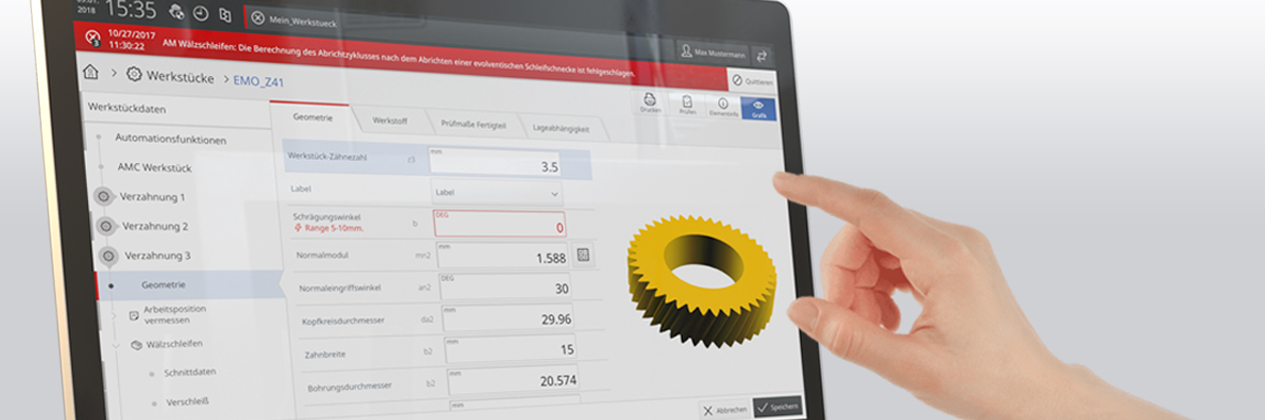
最大限の使いやすさ

最適化された操作盤LHStationとLHMobile

01/03


01/02
優れたメンテナンス性
歯切りと面取りの同時加工
ChamferCutユニット内蔵のLC 300 / 500 DC

01/02

ChamferCut と FlexChamfer




01/05

ギア製造における最大限のフレキシビリティ:手動脱着のホブ盤LC 700 M
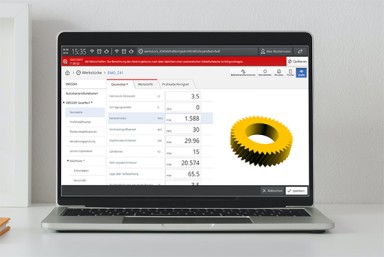
機内のギア測定

機内のギア測定がオプションでご利用いただけます。ワーク品質 を定期的にチェックすることができます。また、ツール交換時や新 規部品の段取り時に測定室からの結果を待つ必要もありません。
テクニカルデータ
| モジュール | 3.50 - 16.00 mm |
| ワーク直径 | 300 - 700 mm |
Variants
| Variants | LC 300 | LC 300 DC | LC 500 | LC 500 DC | LC 300 - 500 / 700 M |
|---|---|---|---|---|---|
| モジュール (mm) | 3.50 / 9.00 / 16.00 / 12.00 | 3.50 / 9.00 / 16.00 / 12.00 | 3.50 / 9.00 / 16.00 / 12.00 | 3.50 / 9.00 / 16.00 / 12.00 | 12.00 / 16.00 |
| ワーク直径 (mm) | 300 | 300 | 500 | 500 | 700 |
| 軸の移動 (mm) | 700 | 700 | 700 | 700 | 700 |
| シフトの移動 (mm) | 320 | 320 | 320 | 320 | 320 |
| ホブ直径 (mm) | 240 | 240 | 240 | 240 | 270 |
| ホブ速度 (rpm) | 3,000 / 1,500 / 900 / 600 | 3,000 / 1,500 / 900 / 600 | 3,000 / 1,500 / 900 / 600 | 3,000 / 1,500 / 900 / 600 | 900 / 600 |
| テーブルスピード (rpm) | 400 / 130 | 400 / 130 | 400 / 130 | 400 / 130 | 100 |
| 最大モジュール ChamferCut 面取り (mm) | — | 7 | — | 7 | — |
| 最大工具スピード ChamferCut 加工ヘッド (mm) | — | 1,200 | — | 1,200 | — |
| 最大工具径 ChamferCut (mm) | — | 130 | — | 130 | — |
| 最大テーブルスピード (rpm) | — | 1,400 | — | 1,400 | — |
| 最大工具クランプ長(ボアカッター) (mm) | 350 / 330 / 370 | 350 / 330 / 370 | 350 / 330 / 370 | 350 / 330 / 370 | 330 |
| 最大工具クランプ長(シャンクカッター) (mm) | 460 | 460 | 460 | 460 | 460 |
オートメーション & 機能

プラスチックチェーンコンベアヤー (KKB)
標準仕様のプラスチックチェーンコンベアヤーは最大20kgまで、重量物仕様では最大180kgまでのワークで使用でき、不規則な形状を持つあらゆるワークをお互いに接触することなく搬送できます。ワークの搬送はパレットの上で行われます。ワークは加工待ちで整列しているのでサイクルタイムに影響しません。

手動またはNC
制御のリフトステーションによるロボットローディング
ソフトウェア/制御技術
新しいユーザーフレンドリーなインターフェースLHGearTecにより歯切り盤が大幅に操作しやすくなり、オペレーターに多くの利点をもたらします。

省エネおよび省資源
Liebherrは、自社の歯切り盤を広範囲に試験し分析しました。そして、たとえ100 Wずつでも削減することで環境保護につながることが調査により判明しました。
- 省エネアイテムに満ちた駆動技術
- 効率的な制御盤クーラーの採用
- LED照明
- クーラントの供給は
- インバーターポンプによる
- 省エネアイテムに満ちた駆動技術
- 効率的な制御盤クーラーの採用
- LED照明
- クーラントの供給は
- インバーターポンプによる
Liebherr-Verzahntechnik GmbHのその他製品をご覧ください:

セグメントクランプアーバ SECLA
当社のクランプ治具で機械を補完し、最高品質と最短納期を実現してください。

歯切工具
歯車加工に最適な工具を見つけてください。

デジタル化ソリューション
当社のソリューションをご利用いただき、未来の生産をデジタル化およびネットワーク化してください。

カスタマーサービス
お客様のメンテナンスニーズに特化したサービスとサービスパッケージを見つけてください。

オートメーションシステム
Liebherrの幅広い自動化ソリューションラインナップを発見してください。

歯切り盤
Liebherrは、フライス加工、形削り、旋削、研削、バリ取りを行う歯切り盤を幅広いラインナップで提供しています。