


LGG 180 - 280 / 400 M
Pasión por las superficies.

Highlights
Longitud de máquina - 3.000 mm
3.000 mm
Ancho de máquina - 2.200 mm
2.200 mm
Altura de la máquina - 3.000 mm
3.000 mm
Diámetro de la pieza de trabajo - 180 - 400 mm
180 - 400 mm
Recorrido axial - 660 mm
660 mm
Recorrido de desplazamiento - 230 - 270 mm
230 - 270 mm
Posición mín. sobre la mesa - 90 mm
90 mm
Ángulo giratorio del cabezal de rectificado - 45 °
45 °
Número de revoluciones de la pieza - 3.000 r/min
3.000 r/min
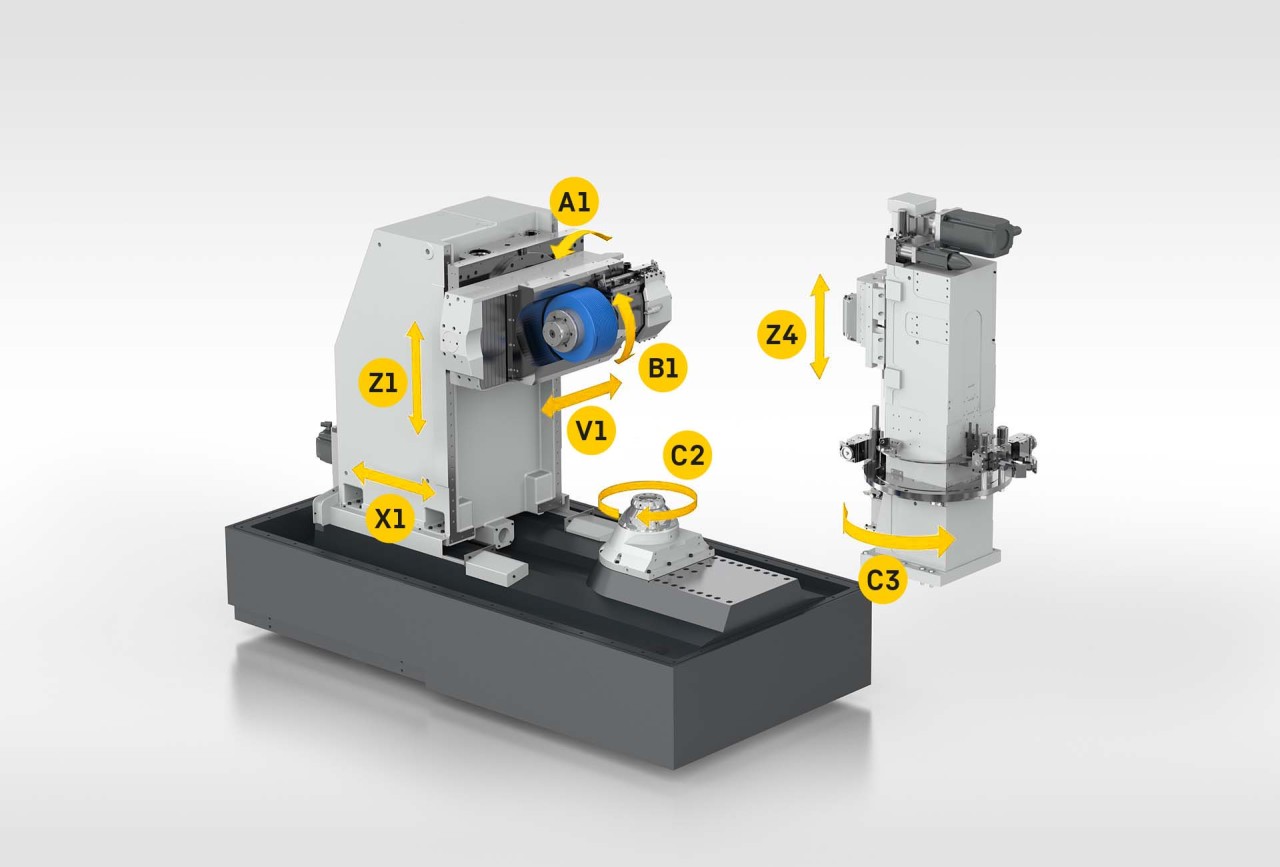
Concepto de máquina
Características
- Alta calidad y fiabilidad en toda la serie
- Carga rápida gracias al cargador circular integrado
- Tiempos de viruta a viruta
- Ruedas: a partir de 4 segundos
- Ejes: a partir de 6,5 segundos
- Se precisa poco espacio
- Facilidad de mantenimiento

LGG 400 M
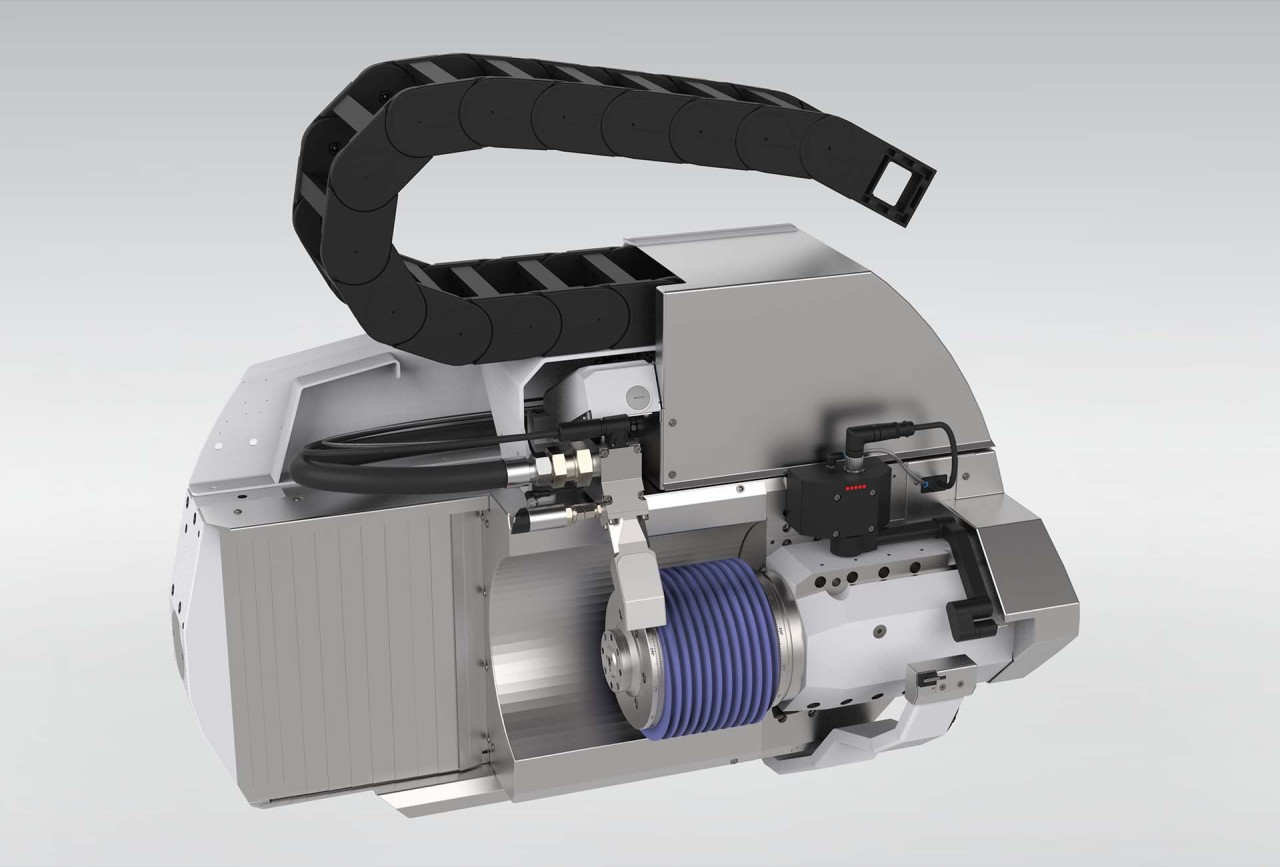
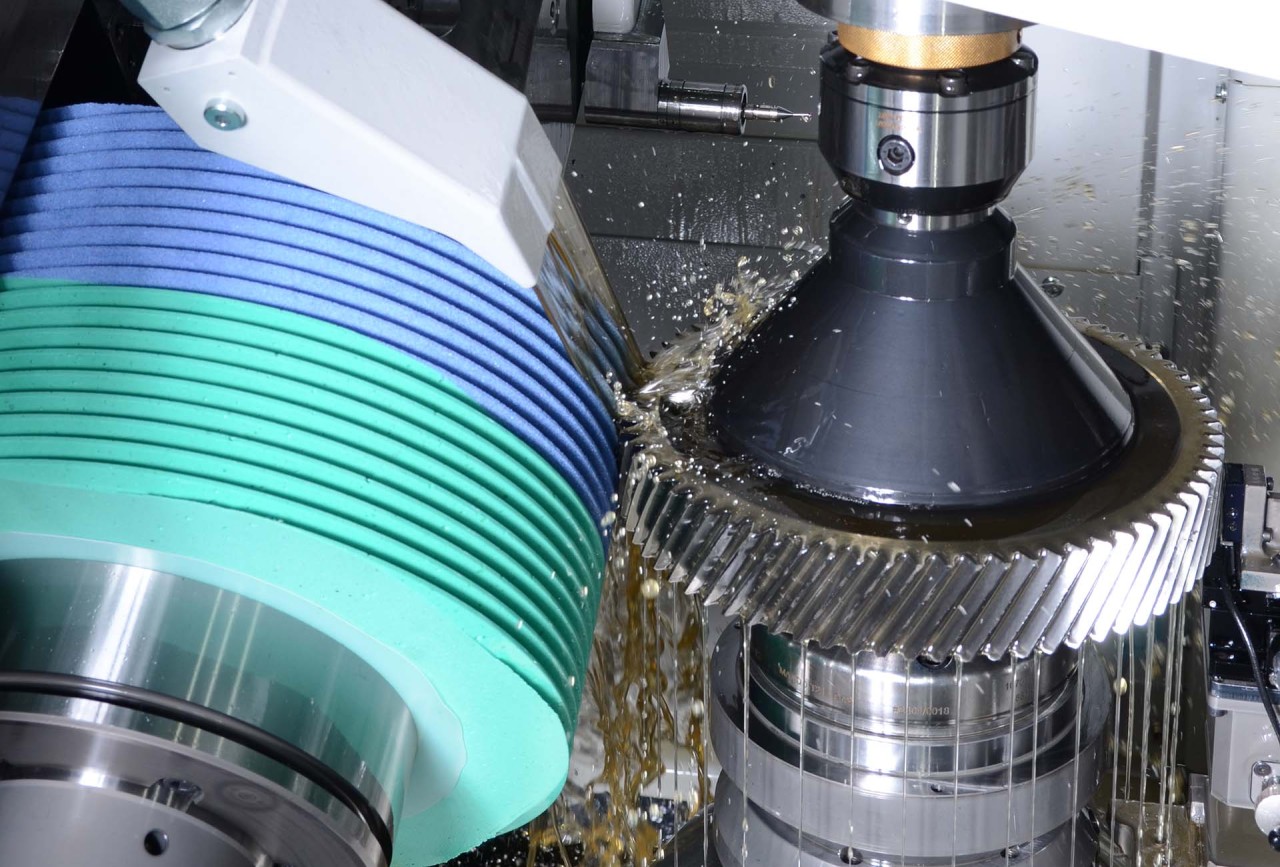
Cabezales de rectificado exterior e interior
Las máquinas LGG son adecuadas para el rectificado por generación y de perfil. Estas máquinas vienen equipadas de serie con un cabezal de rectificado exterior y se pueden complementar con un cabezal de rectificado interior.
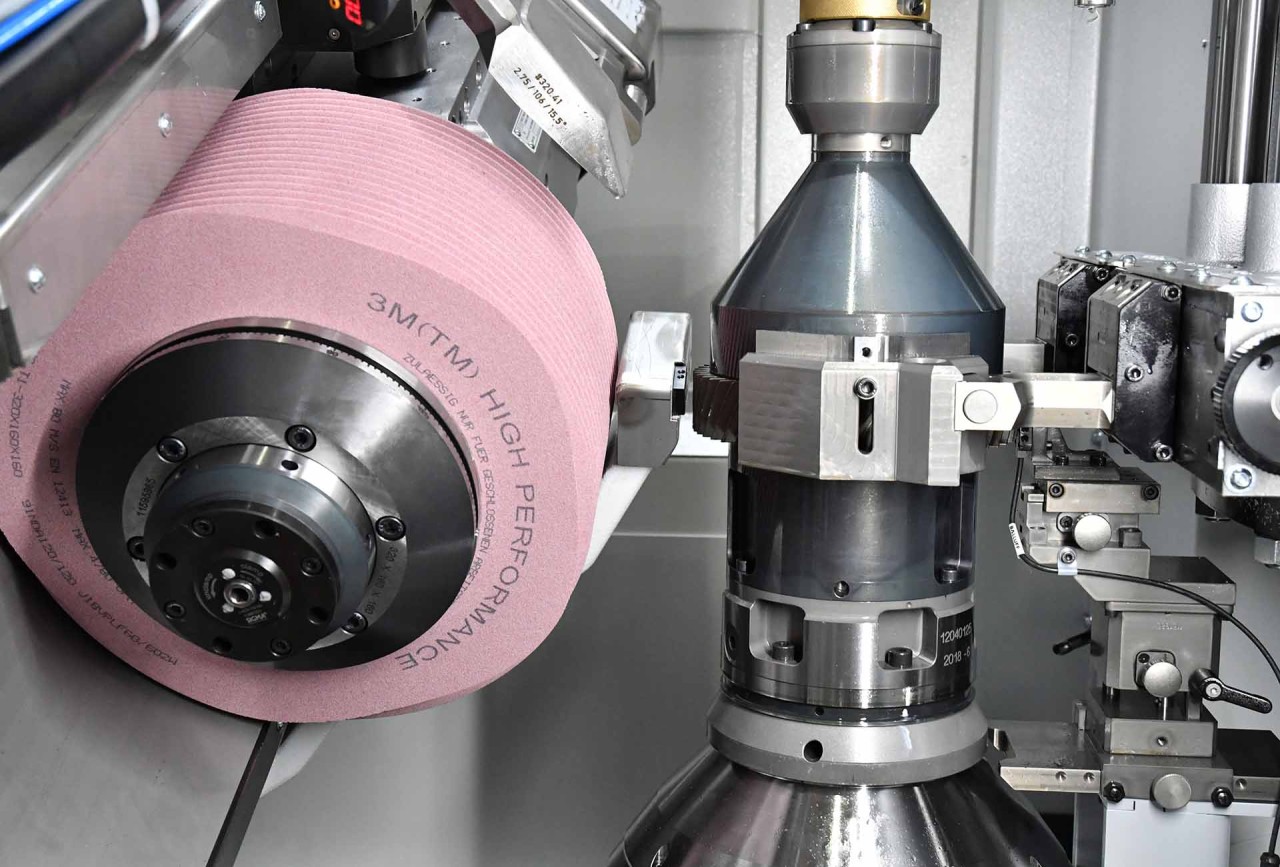
En los dos cabezales de rectificado exterior se emplean sistemas de balanceo de husillo interno. Las elevadas potencias de accionamiento y velocidades suponen una gran ventaja para el empleo de, por ejemplo, materiales abrasivos novedosos. El moderno sistema de sujeción de la herramienta permite cambiar el mandril de rectificado con rapidez y facilidad. Para piezas de trabajo con riesgo de colisión y para correcciones especiales del dentado hay disponibles herramientas de rectificado de diámetro pequeño.
GH320
GH 240 / 200 CB
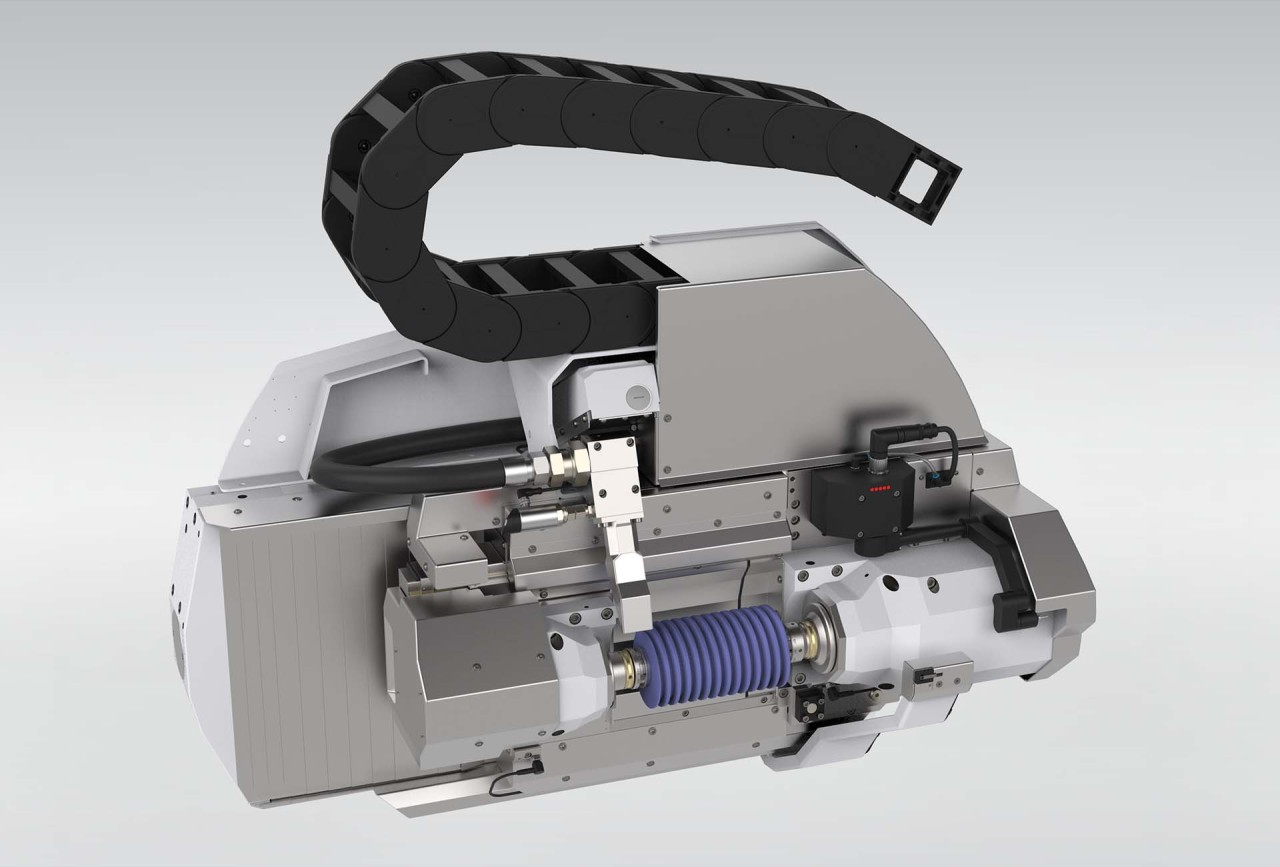
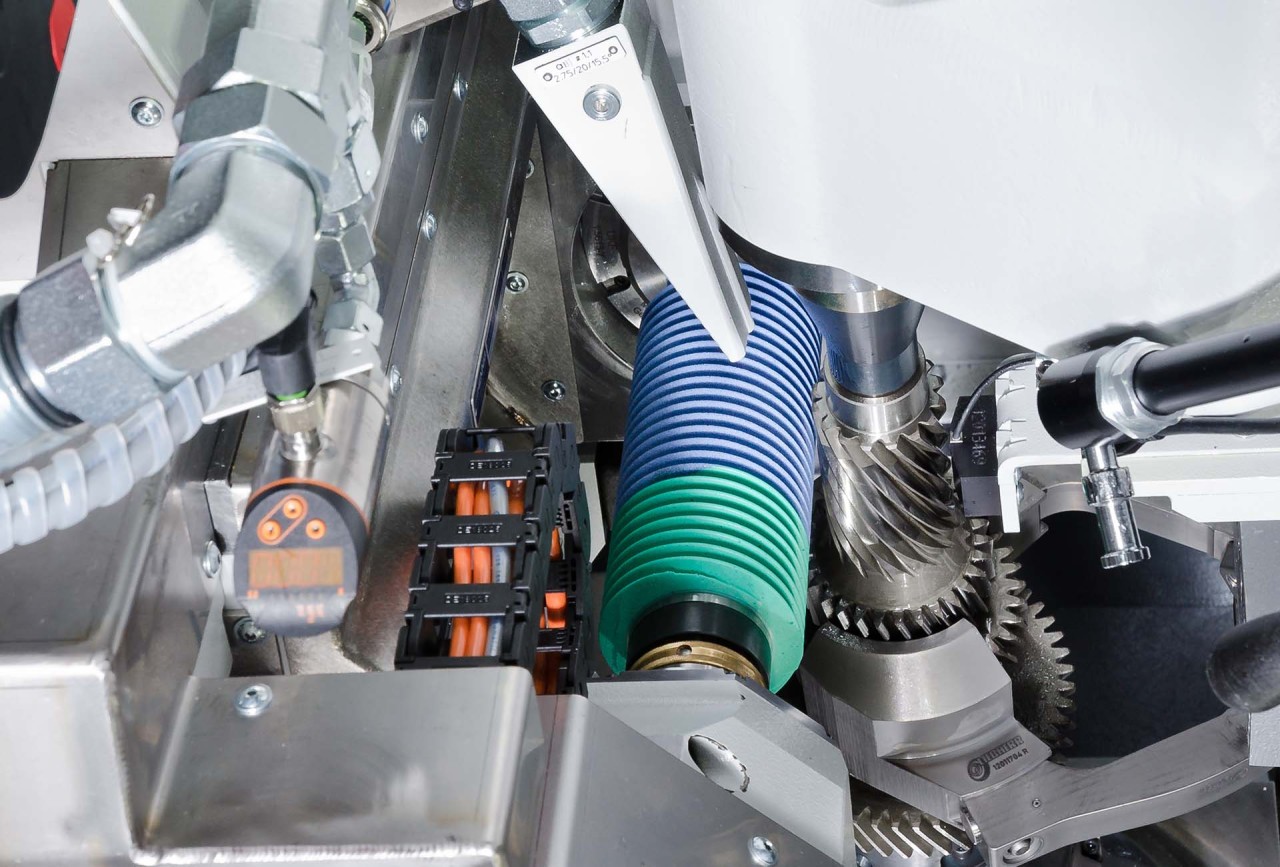
Reequipamiento rápido y fácil
Los cabezales de rectificado interior adaptables se pueden montar fácil y rápidamente en el cabezal de rectificado exterior y se accionan mediante el accionamiento principal. También se pueden realizar otros cabezales de rectificado bajo pedido.
Del rectificado exterior al rectificado interior en tan solo 30 minutos
Vídeo
Producción de ruedas dentadas en aviación

On-Board Inspection: comprobación de dentado en la máquina
Sensor de enhebrado móvil o fijo
Tecnología
Preparados para el futuro
Rectificado por generación de dentados asimétricos

Video
Modificaciones topológicas mediante rectificado sin torsión del diente

Innovación
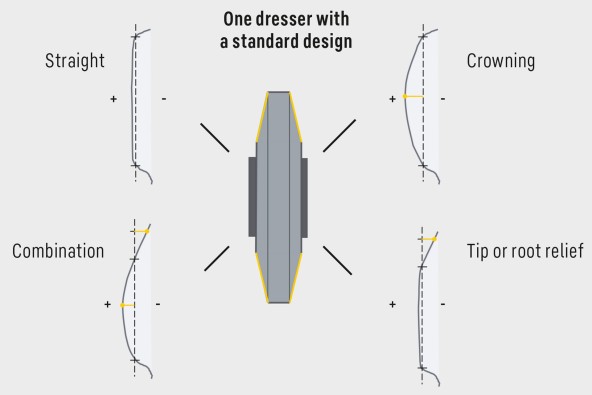
DIP – Dresser independent profile modifications
DIP es un método de rectificado por generación flexible especial desarrollado por Liebherr con tornillos sinfín rectificadores reavivables. Permite influir en la modificación de perfil de la pieza cuando se utilizan rodillos de perfil de reavivado en el proceso de reavivado. En particular, se pueden especificar y rectificar con gran precisión las modificaciones de ángulo de perfil, los abombamientos de perfil y las despullas de cabeza y de pie. Ofrece la ventaja de utilizar rodillos de perfil de reavivado, que hacen que el proceso de reavivado sea mucho más rápido y que la superficie del tornillo sinfín corresponda a la de una producción en serie típica.
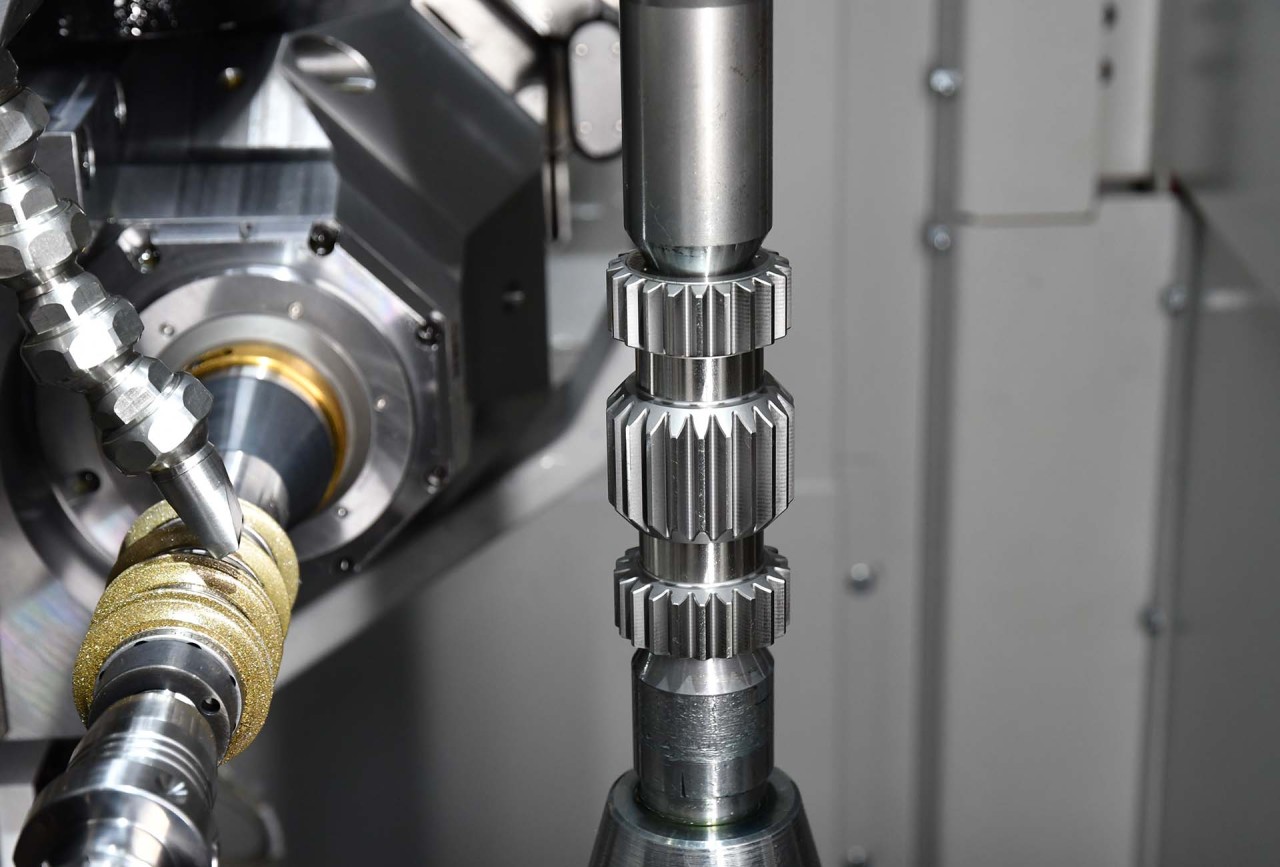
Rectificado por generación con herramientas pequeñas
Rectificado de precisión o pulido
¿Por qué flancos del diente modificados o con un superacabado?
Nuestra solución: rectificado de precisión o pulido
Rectificado por generación o de perfil con CBN sin reavivado

Rectificado por generación CBN

Rectificado de perfil CBN
Dispositivo centrífuga integrado
Automatización



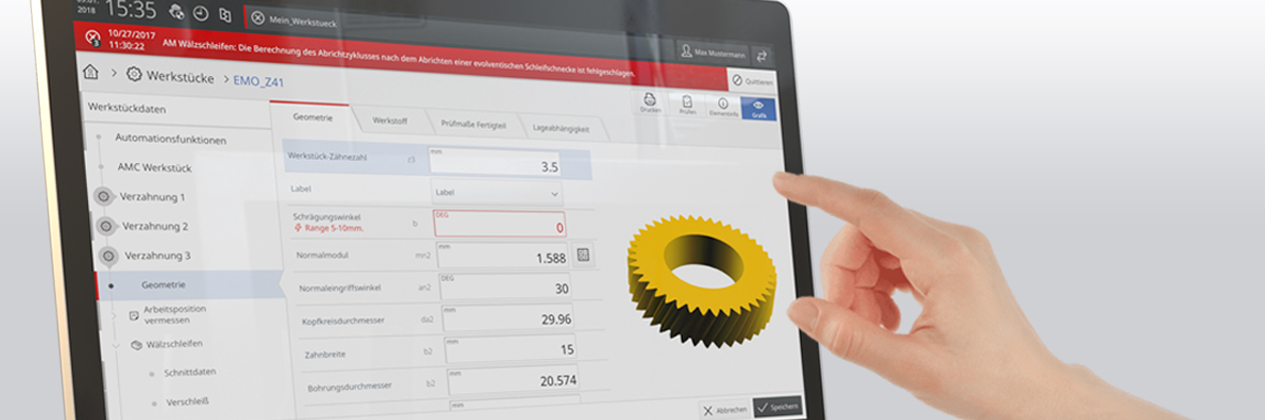
Máxima facilidad de uso

El panel de mando optimizado LHStation y LHMobile

Datos técnicos
| Longitud de máquina | 3.000 mm |
| Ancho de máquina | 2.200 mm |
| Altura de la máquina | 3.000 mm |
| Recorrido axial | 660 mm |
| Posición mín. sobre la mesa | 90 mm |
| Ángulo giratorio del cabezal de rectificado | 45 ° |
| Número de revoluciones de la pieza | 3.000 r/min |
Variantes
| Variantes | LGG 180 | LGG 280 | LGG 400 M |
|---|---|---|---|
| Diámetro de la pieza de trabajo (mm) | 180 | 280 | 400 |
Descubra otros productos de la empresa Liebherr-Verzahntechnik GmbH:





