


LGG 180 - 280 / 400 M
Aus Leidenschaft zur Oberfläche.

Highlights
Maschinenlänge - 3.000 mm
3.000 mm
Maschinenbreite - 2.200 mm
2.200 mm
Maschinenhöhe - 3.000 mm
3.000 mm
Werkstückdurchmesser - 180 - 400 mm
180 - 400 mm
Axialweg - 660 mm
660 mm
Schiftweg - 230 - 270 mm
230 - 270 mm
Min. Position über Tisch - 90 mm
90 mm
Schleifkopfschwenkwinkel - 45 °
45 °
Werkstückdrehzahl - 3.000 min⁻¹
3.000 min⁻¹
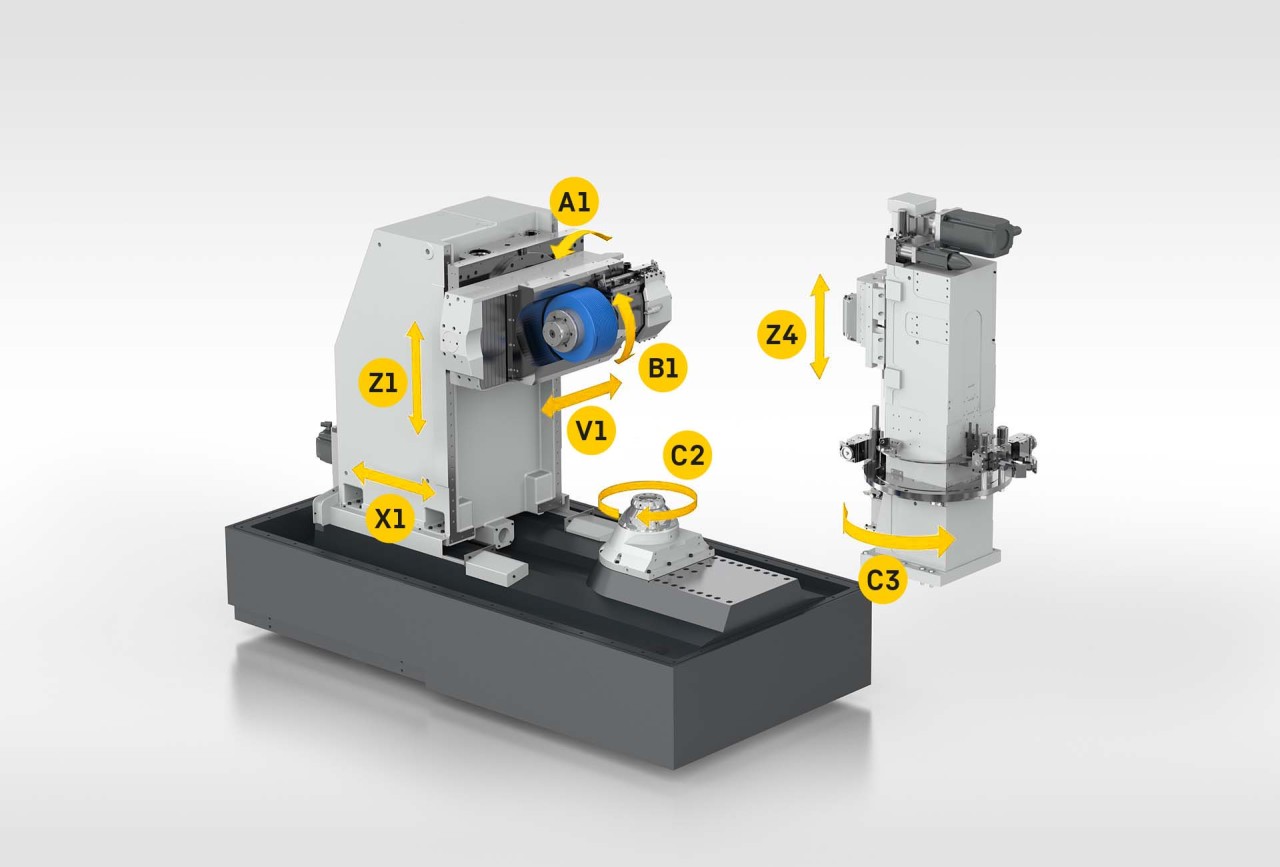
Maschinenkonzept
Merkmale
- Hohe Qualität und Zuverlässigkeit über die komplette Serie
- Schnelle Beladung durch integrierten Ringlader
- Span-zu-Span-Zeiten
- Räder: ab 4 Sekunden
- Wellen: ab 6,5 Sekunden
- Geringer Platzbedarf
- Wartungsfreundlich

LGG 400 M
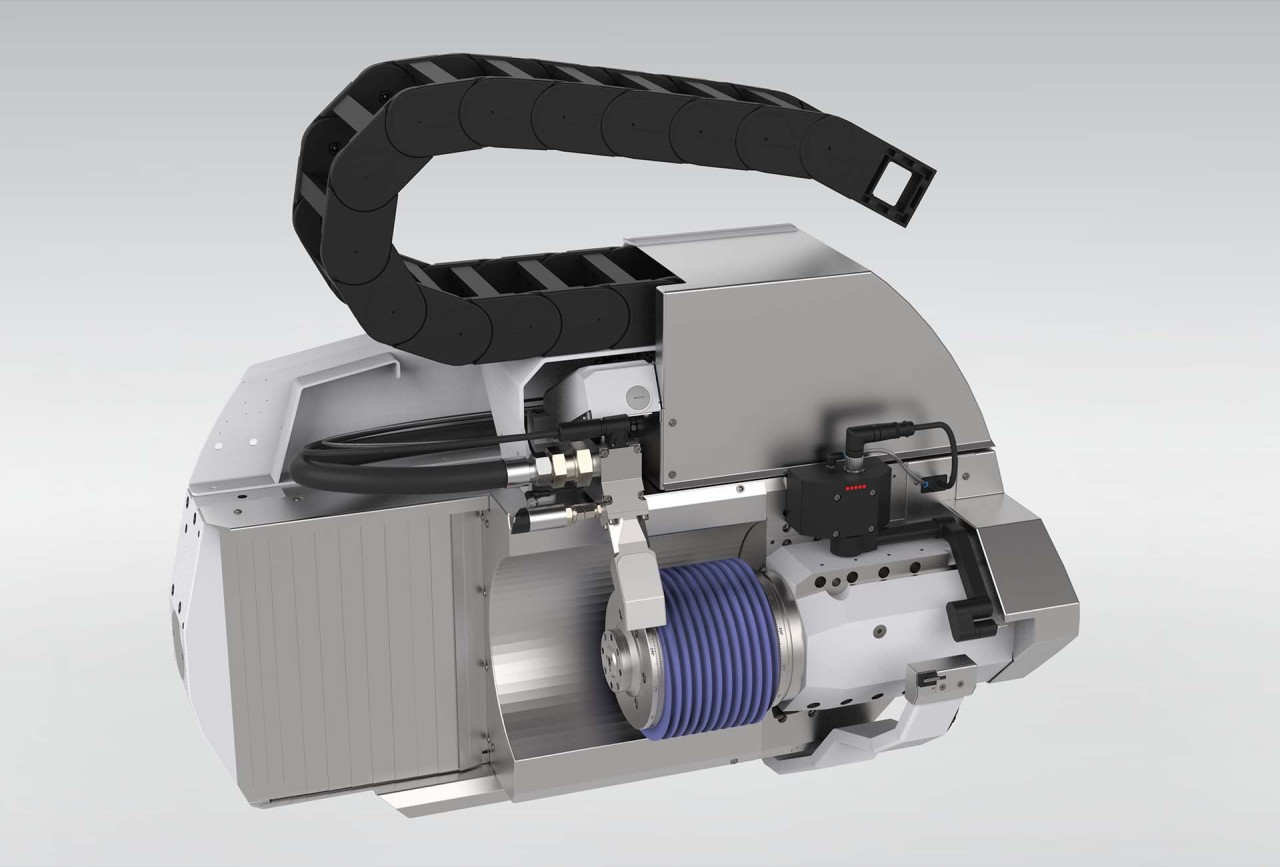
Außen- und Innenschleifköpfe
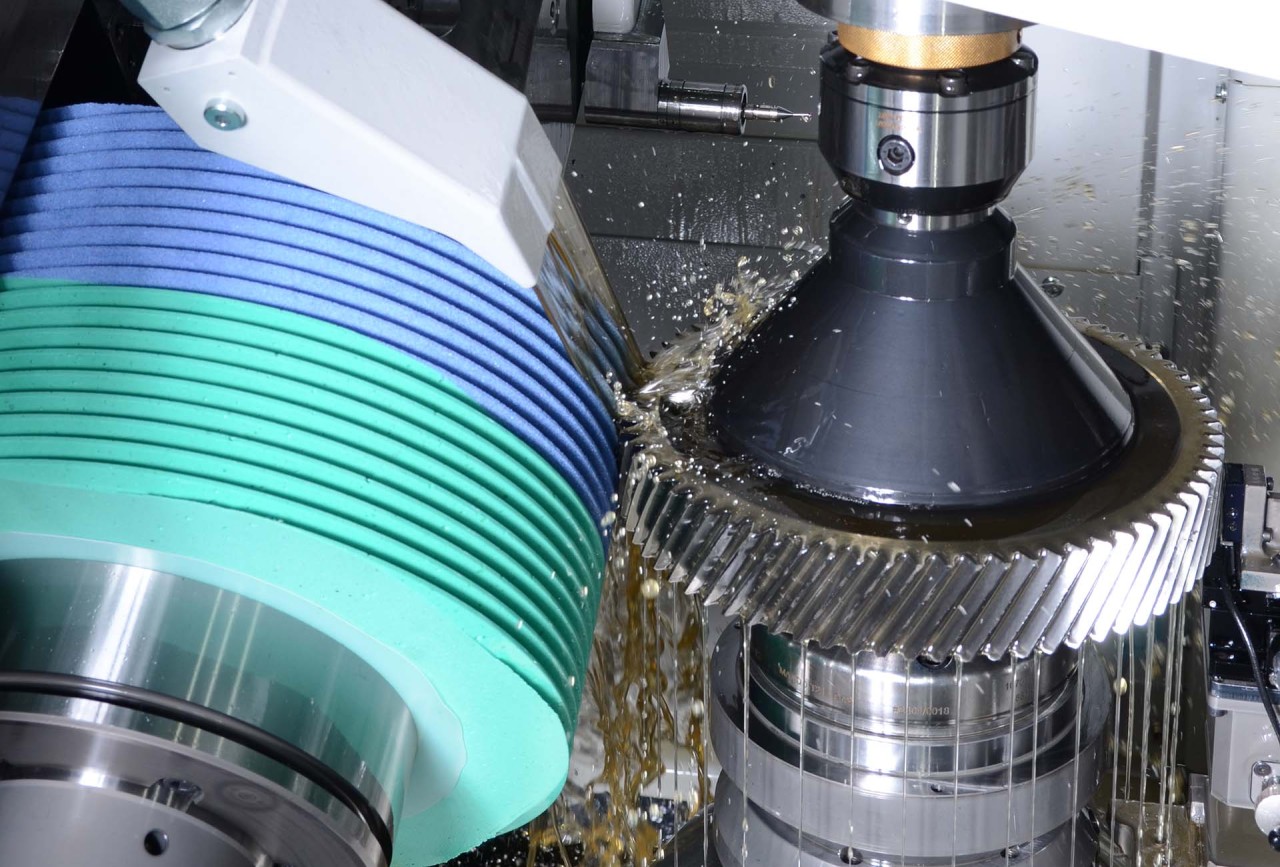
Die LGG-Maschinen sind für Wälz- und Profilschleifen geeignet. Serienmäßig sind die Maschinen mit einem Außenschleifkopf ausgestattet und können mit einem Innenschleifkopf ergänzt werden.
In beiden Außenschleifköpfen werden spindelinterne Wuchtsysteme eingesetzt. Hohe Antriebsleistungen und Drehzahlen sind große Vorteile z.B. beim Einsatz von neuartigen Schleifmitteln. Durch die moderne Werkzeugspannung ist ein einfacher und schneller Wechsel des Schleifdorns möglich. Für kollisionskritische Werkstücke und für spezielle Verzahnungskorrekturen stehen kleine Schleifwerkzeugdurchmesser zur Verfügung.
GH 320
GH 240 / 200 CB
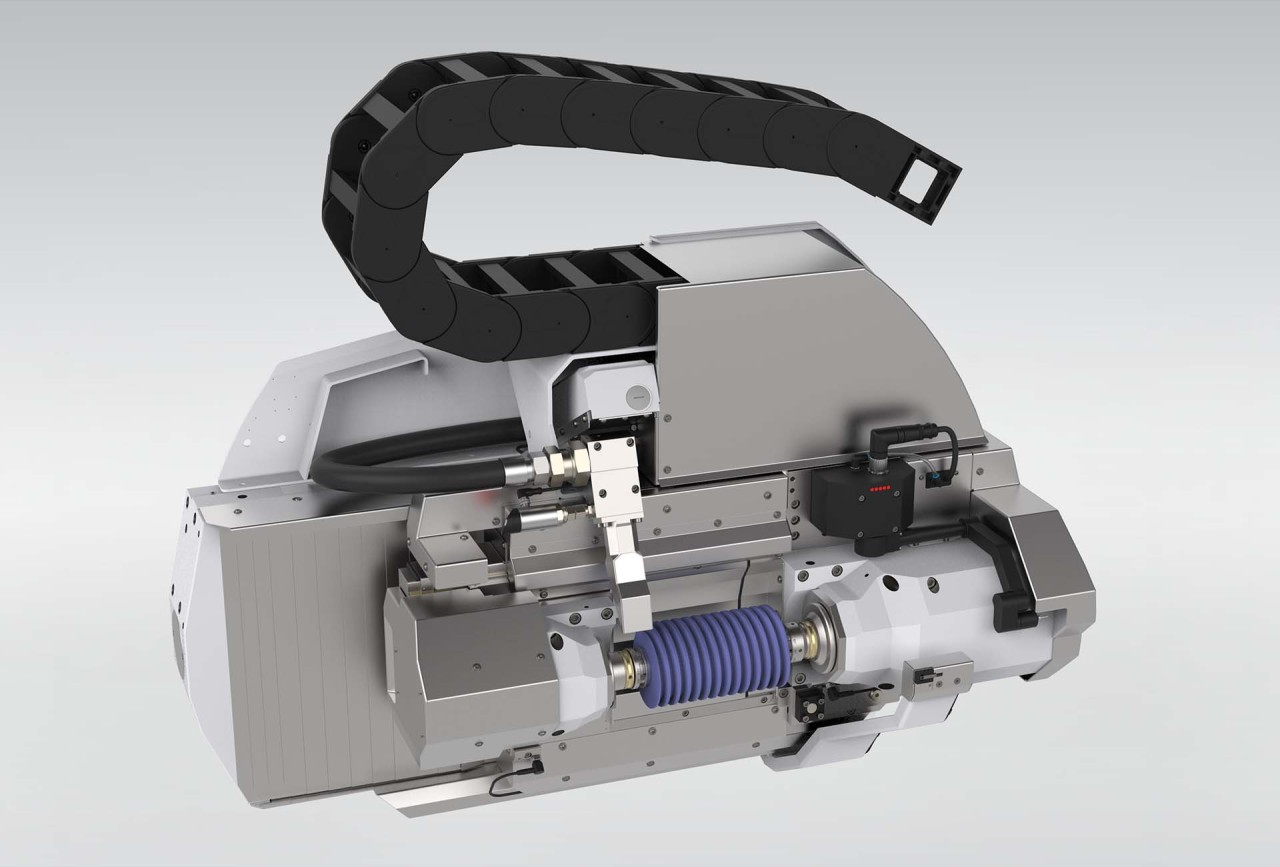
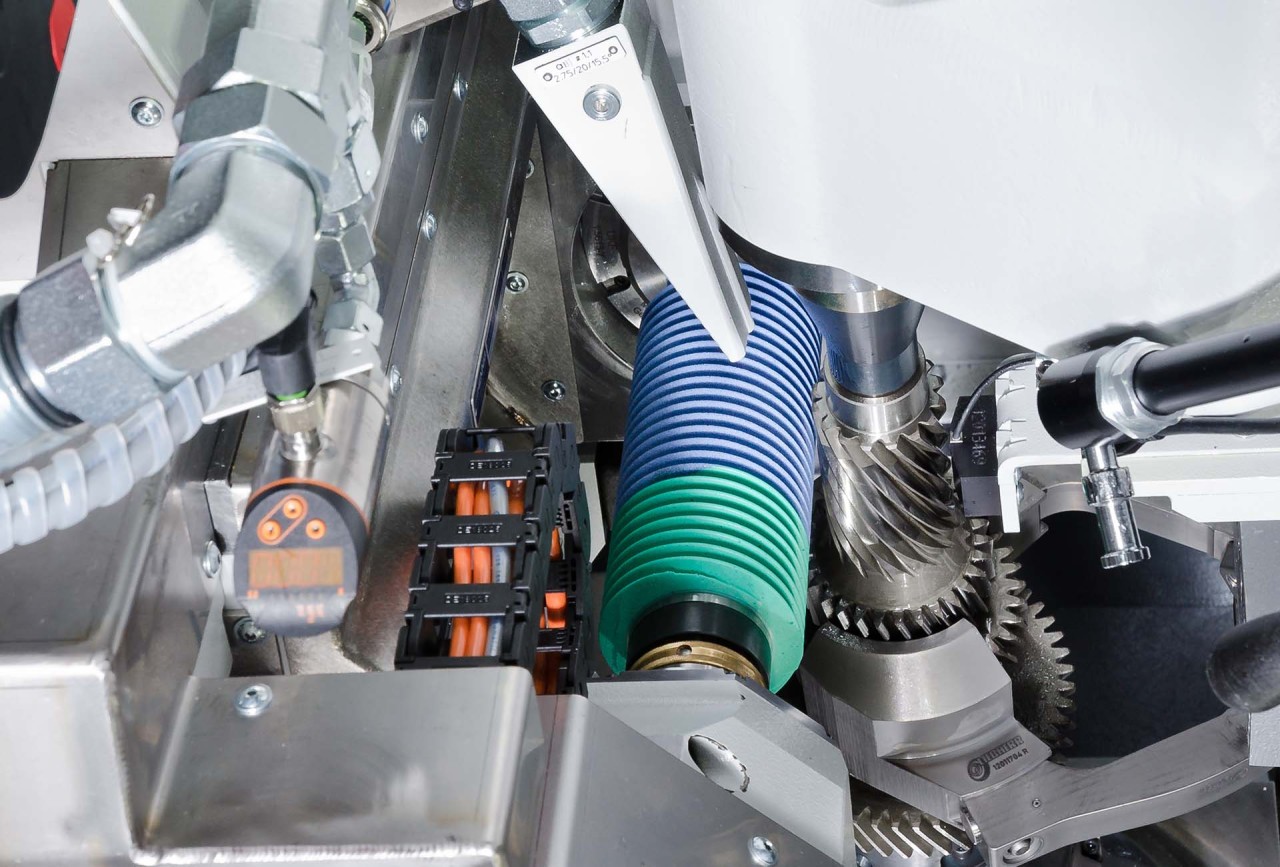
Umrüsten schnell und einfach
Die adaptierbaren Innenschleifköpfe sind einfach und schnell auf den Außenschleifkopf zu montieren und werden über den Hauptantrieb angetrieben. Weitere Innenschleifarme können auf Anfrage realisiert werden.
In nur 30 Minuten von Außen- zu Innenschleifen
Video
Zahnradfertigung in der Luftfahrt

On-Board Inspection: Verzahnungsprüfung in der Maschine
Mobiler oder stationärer Einfädelsensor
Technologie
Vorbereitet für die Zukunft
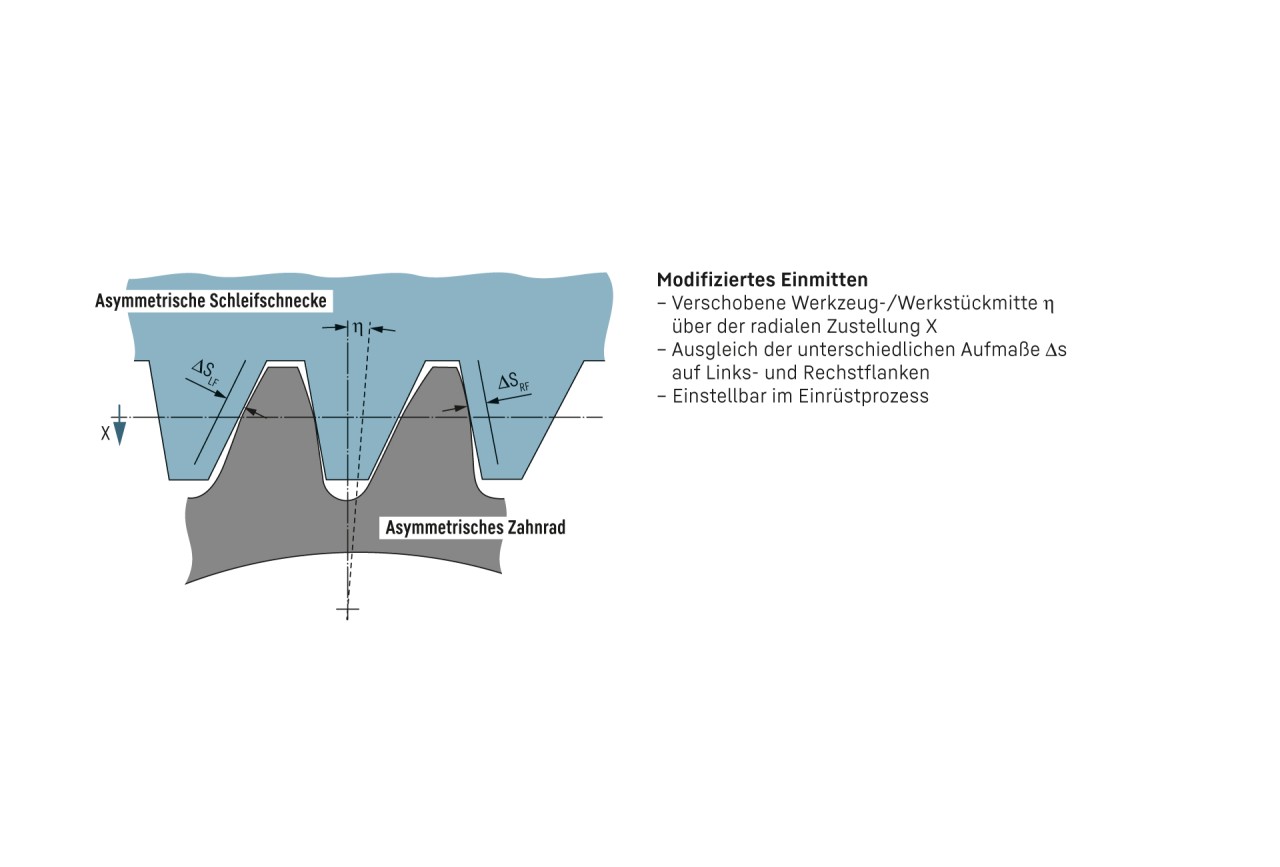
Wälzschleifen von asymmetrischen Verzahnungen
Video;
Topologische Modifikationen verschränkungsfreies Schleifen
Innovation
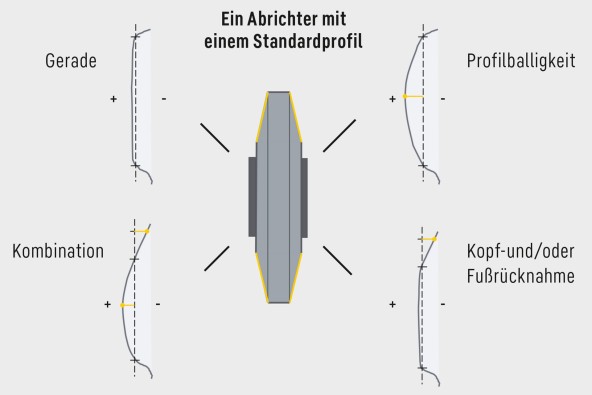
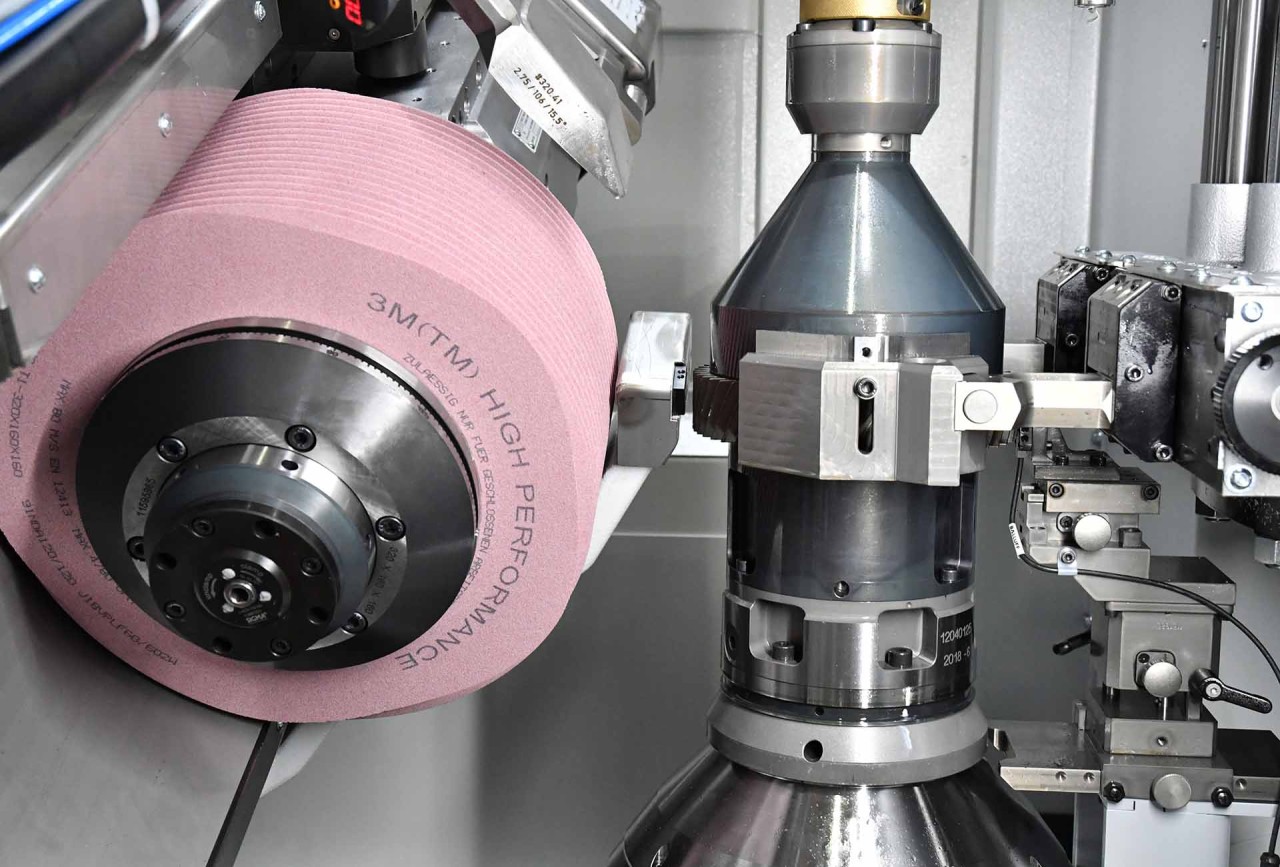
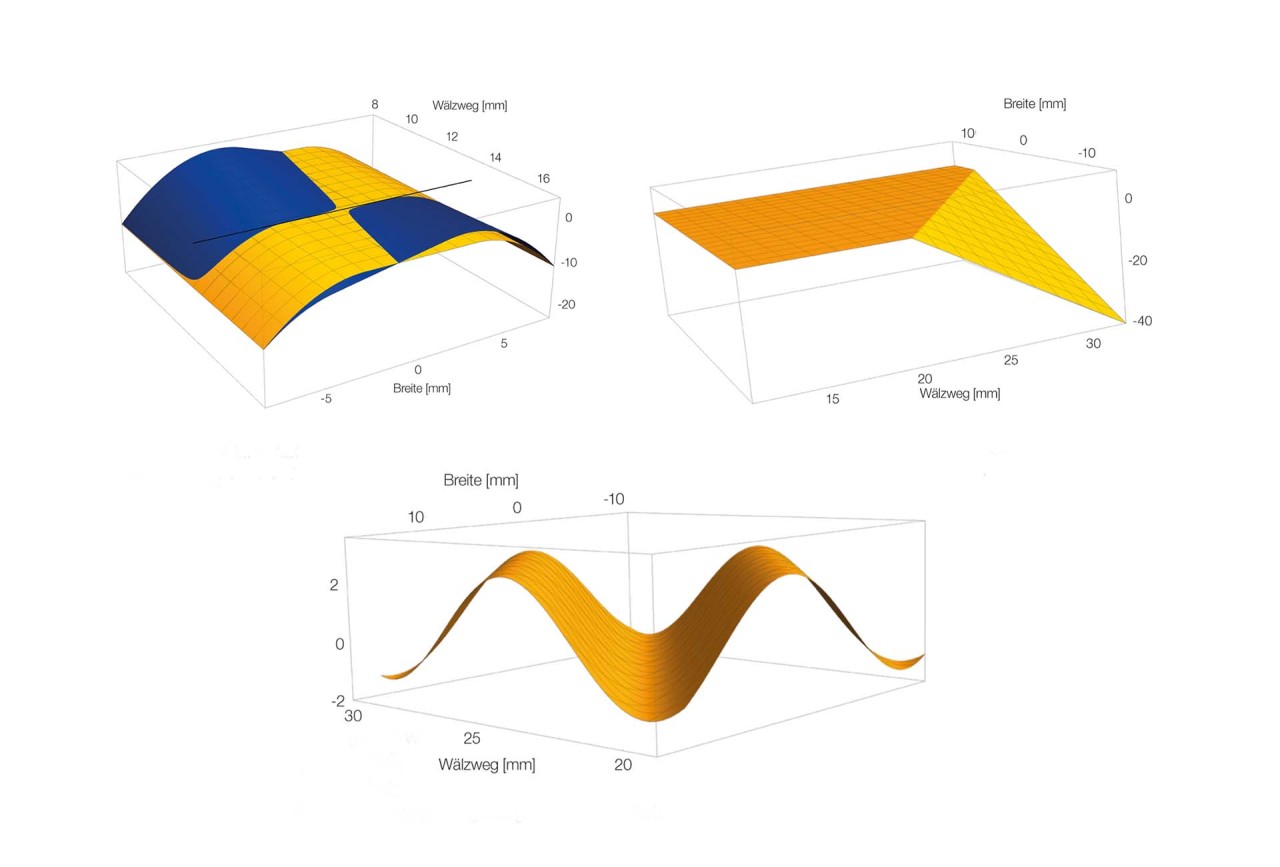
DIP – Dresser independent profile modifications
Beim DIP handelt es sich um ein spezielles, von Liebherr entwickeltes flexibles Wälzschleifverfahren mit abrichtbaren Schleifschnecken. Es ermöglicht, beim Einsatz von Profilrollen im Abrichtprozess die Profilmodifikation auf dem Werkstück zu beeinflussen. Insbesondere können Profilwinkelmodifikationen, Profilballigkeiten sowie Kopf-und Fußrücknahmen gezielt vorgegeben und geschliffen werden. Es bietet den Vorteil, dass durch den Einsatz von Profilrollen der Abrichtprozess um ein vielfaches schneller verläuft und die Oberfläche der Schnecke der bei einer typischen Serienfertigung entspricht.
Wälzschleifen mit kleinen Werkzeugen
Feinschleifen oder Polieren
Warum modifizierte und/oder supergefinishte Zahnflanken?
Unsere Lösung: Feinschleifen oder Polieren
Wälz- oder Profilschleifen mit abrichtfreiem CBN

CBN-Wälzschleifen

CBN-Profilschleifen
Integrierte Schleudereinheit
Automation



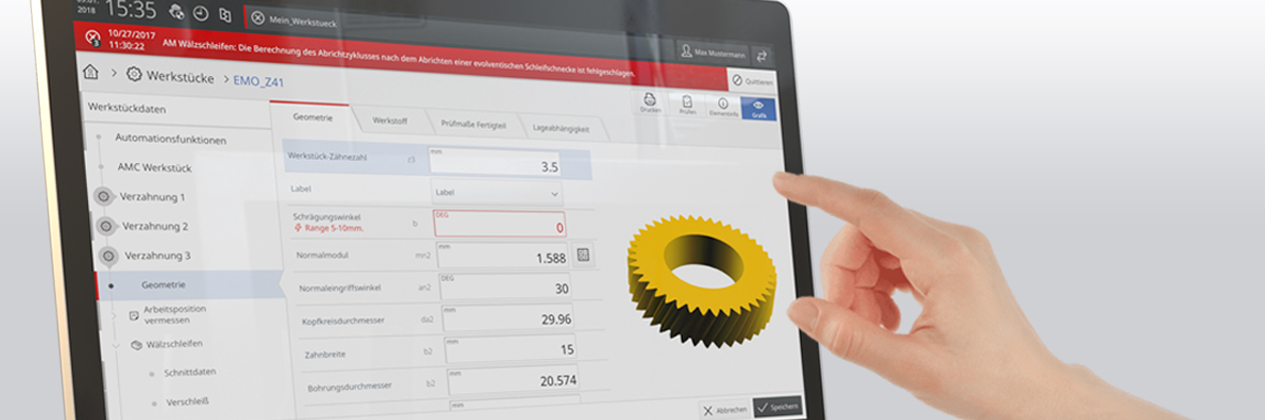
Höchste Bedienerfreundlichkeit

Das optimierte Bedienpult LHStation & LHMobile

Technische Daten
| Maschinenlänge | 3.000 mm |
| Maschinenbreite | 2.200 mm |
| Maschinenhöhe | 3.000 mm |
| Axialweg | 660 mm |
| Min. Position über Tisch | 90 mm |
| Schleifkopfschwenkwinkel | 45 ° |
| Werkstückdrehzahl | 3.000 min⁻¹ |
Varianten
| Varianten | LGG 180 | LGG 280 | LGG 400 M |
|---|---|---|---|
| Werkstückdurchmesser (mm) | 180 | 280 | 400 |
Entdecken Sie weitere Produkte der Liebherr-Verzahntechnik GmbH:





