LGG 300 - 500 / 700 M
Универсал:


Highlights
Длина станка - 3 500 мм
3 500 мм
Ширина станка - 2 700 мм
2 700 мм
Высота станка - 4 000 мм
4 000 мм
Диаметр заготовки - 300 - 700 мм
300 - 700 мм
Осевое перемещение - 1 000 мм
1 000 мм
Смещение - 230 - 350 мм
230 - 350 мм
Мин. положение над столом - 60 мм
60 мм
Угол поворота шлифовальной головки - 45 °
45 °
Частота вращения изделия - 1 000 min-1
1 000 min-1
Конструкция станка


LGG 700 M
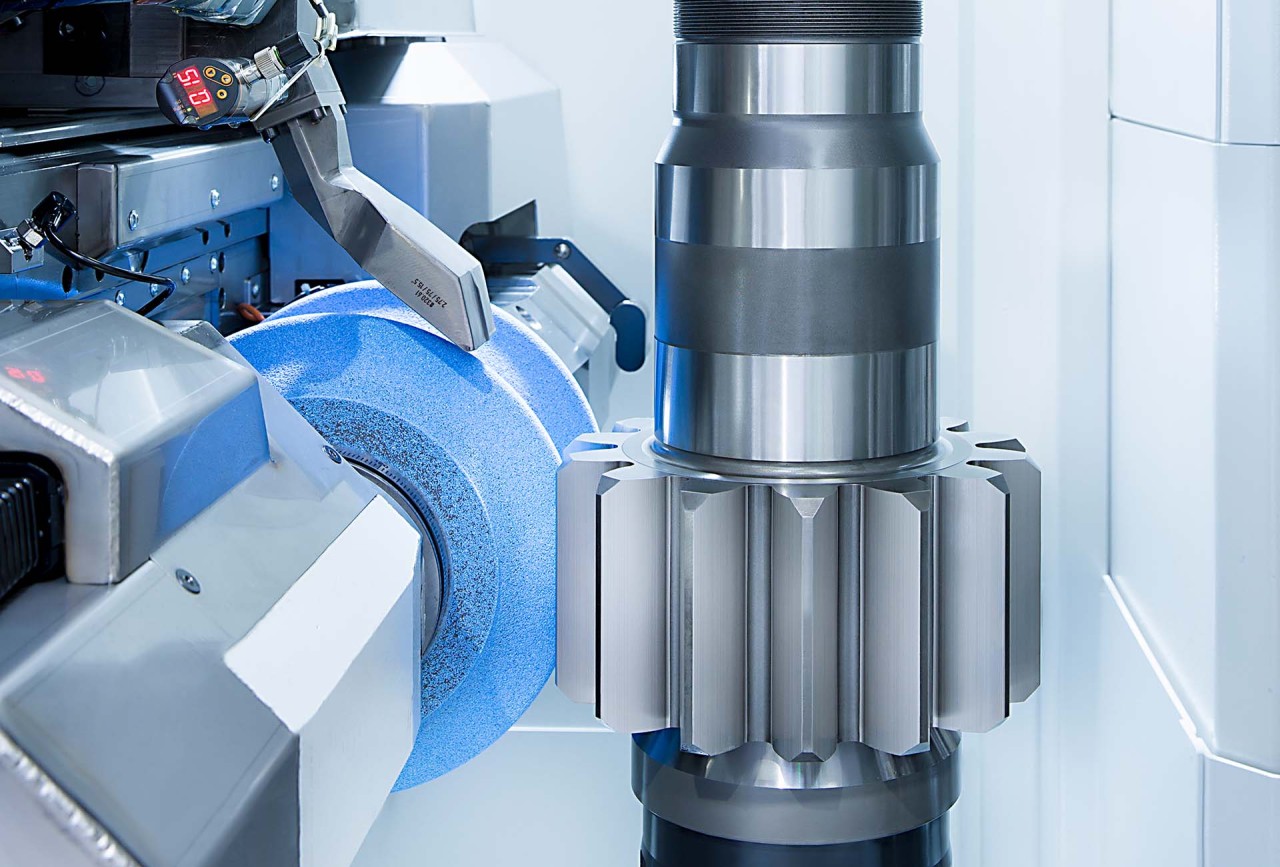
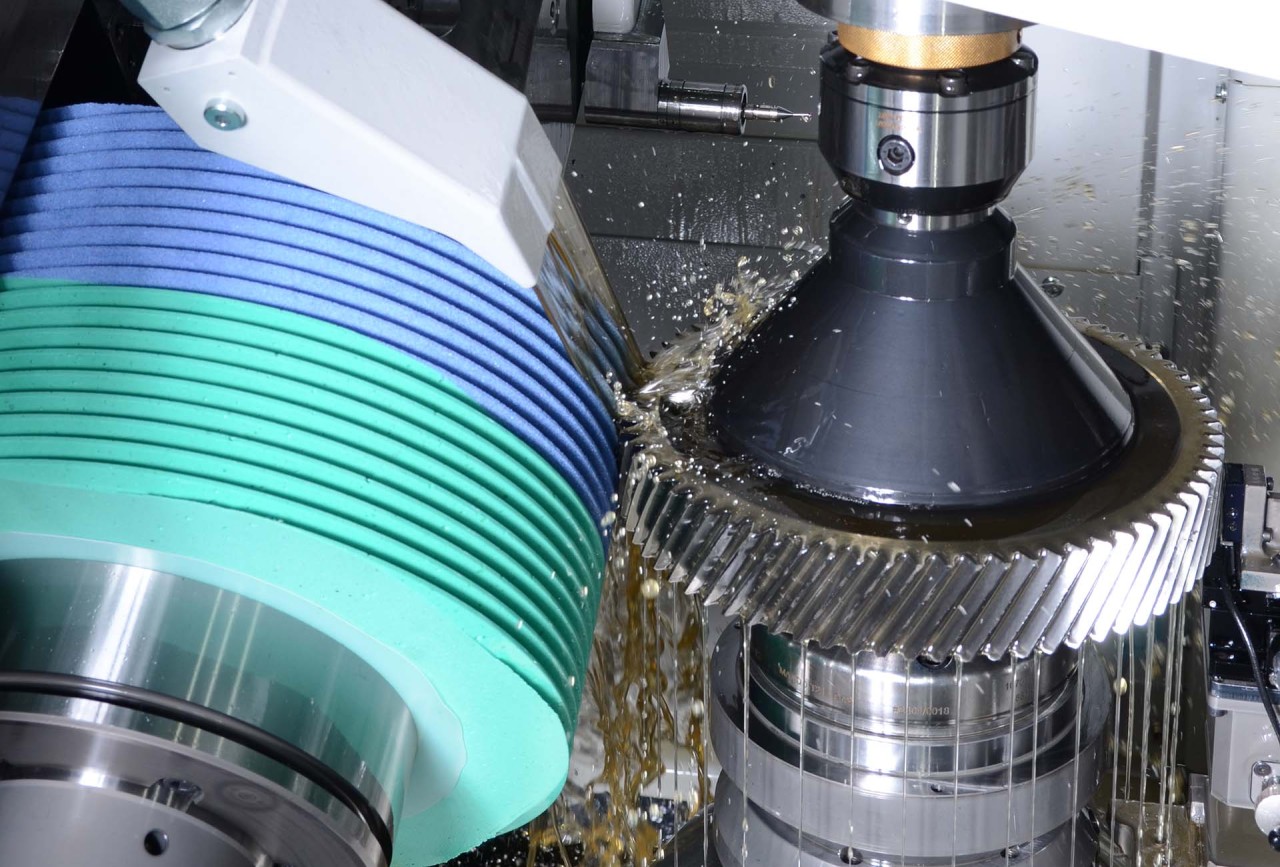
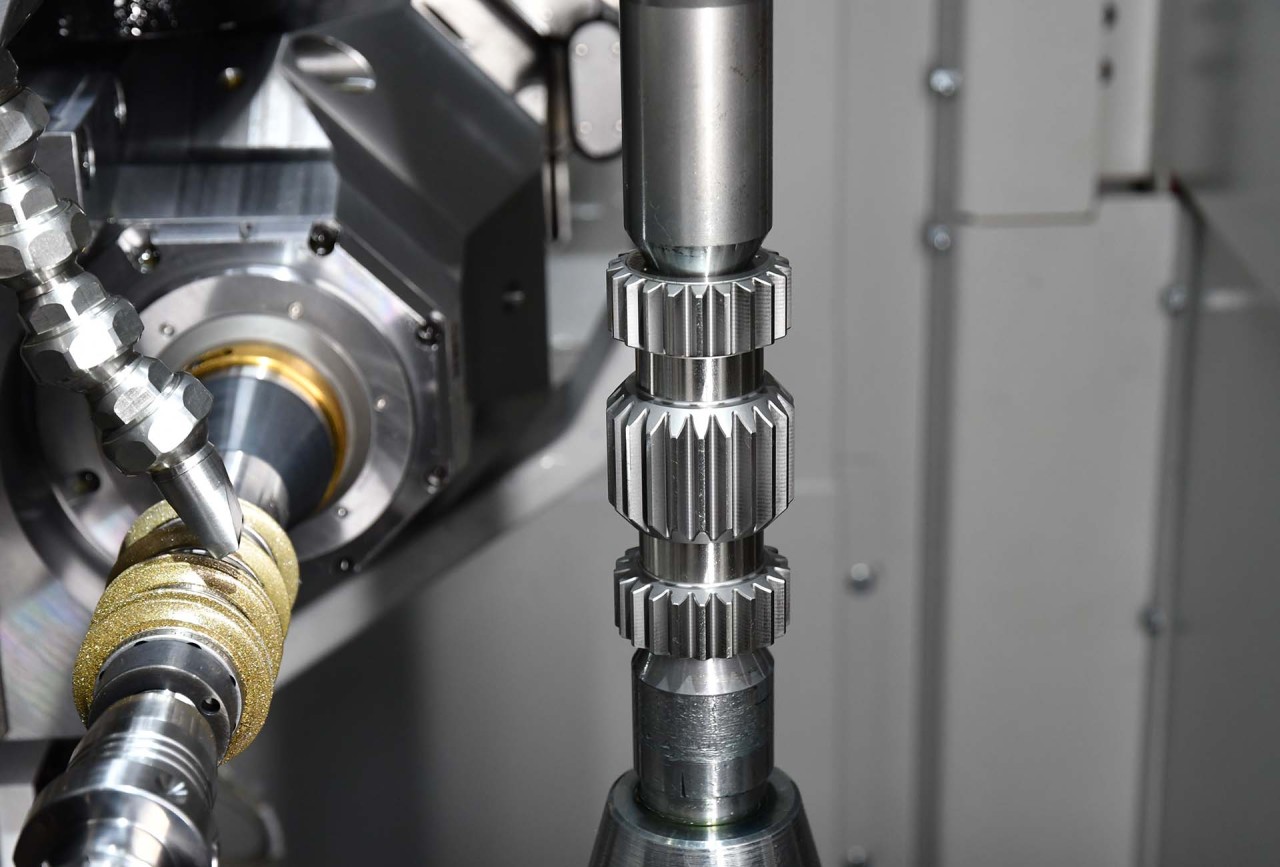
Наружные и внутренние шлифовальные головки
Для станков LGG доступны оптимизированные с учётом особенностей технологических процессов наружные шлифовальные головки и консоли для внутреннего шлифования. В обеих наружных шлифовальных головках (GH 320 и GH 240 CB) используются внутришпиндельные системы балансировки. В GH 320 CB система балансировки интегрирована в оправку.
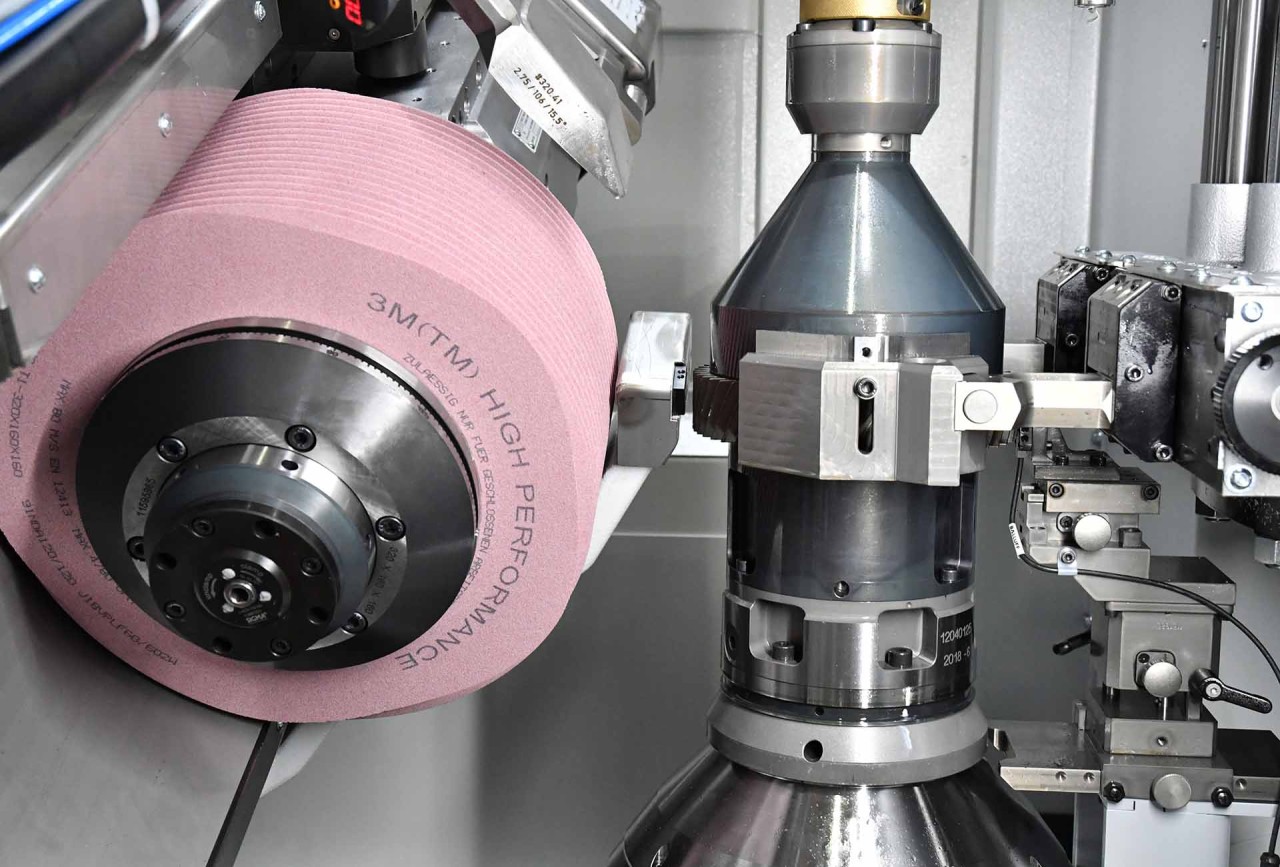
Высокая мощность привода и частота вращения являются большими преимуществами, например, при использовании шлифовальных материалов нового типа. Благодаря современной системе зажима инструмента возможна простая и быстрая замена шлифовальной оправки.
Шлифовальные инструменты малого диаметра доступны для обработки изделий, подверженных столкновению, а также для специальных операций по коррекции зубчатого зацепления.
С шлифовальной головкой GH 320 CB теперь можно экономично и с отличным качеством шлифовать изделия до модуля 14 мм.
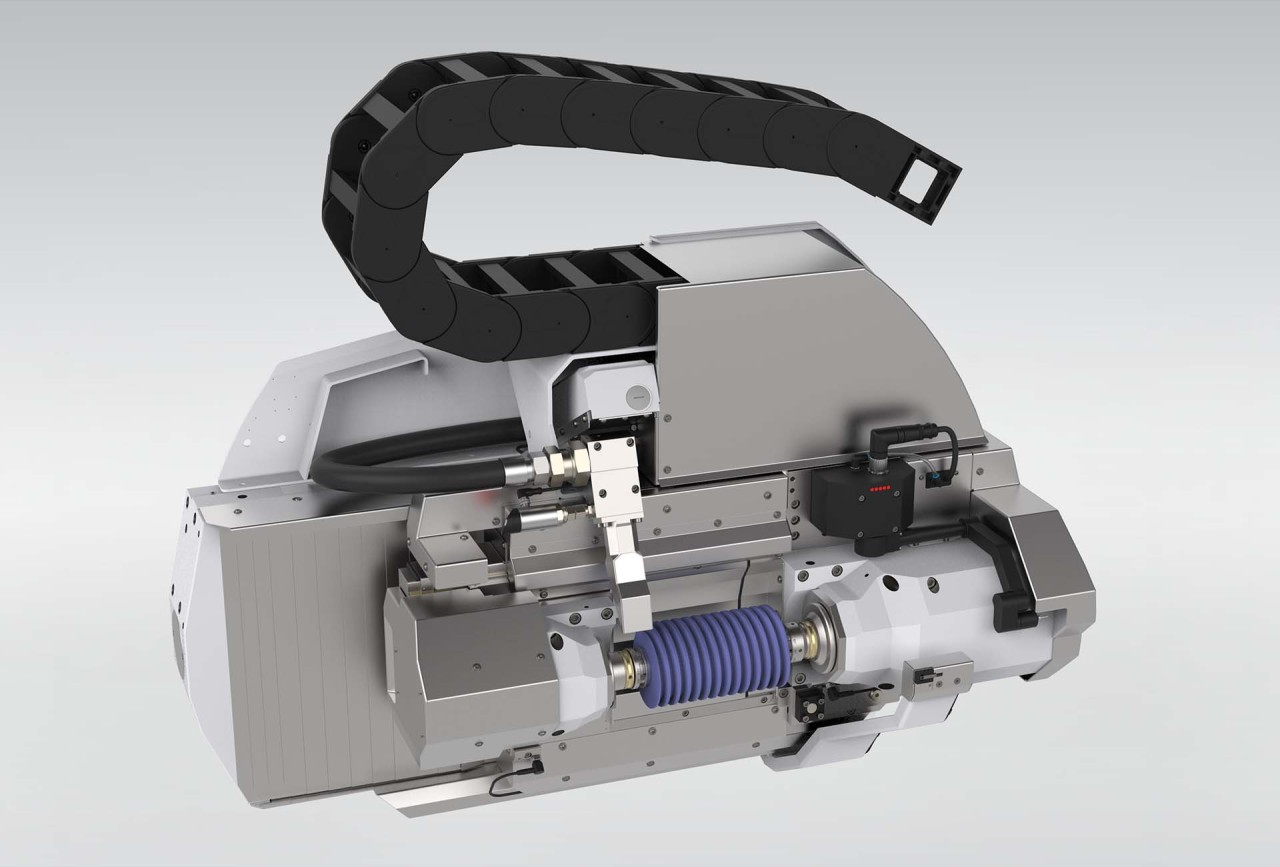
GH 240 / 200 CB
GH 320

GH 320 CB
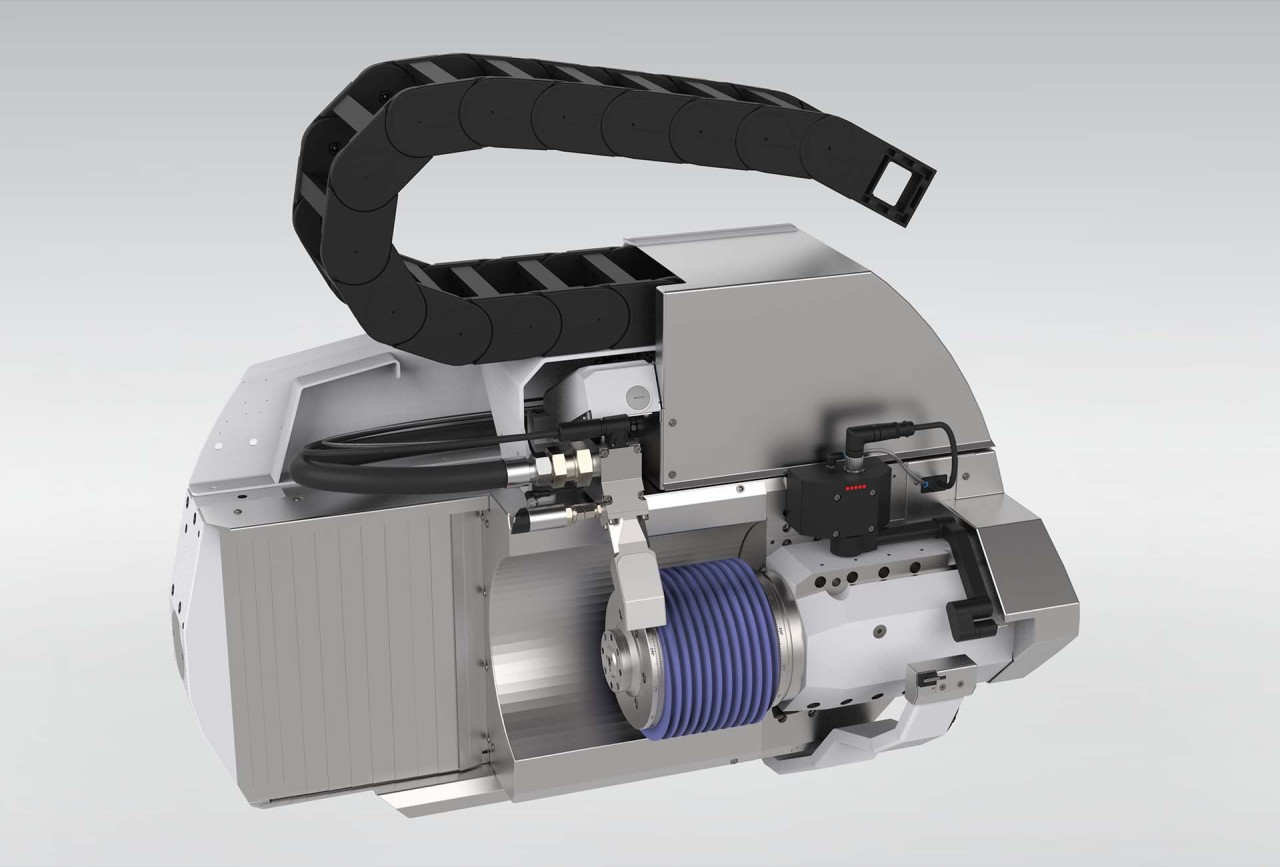
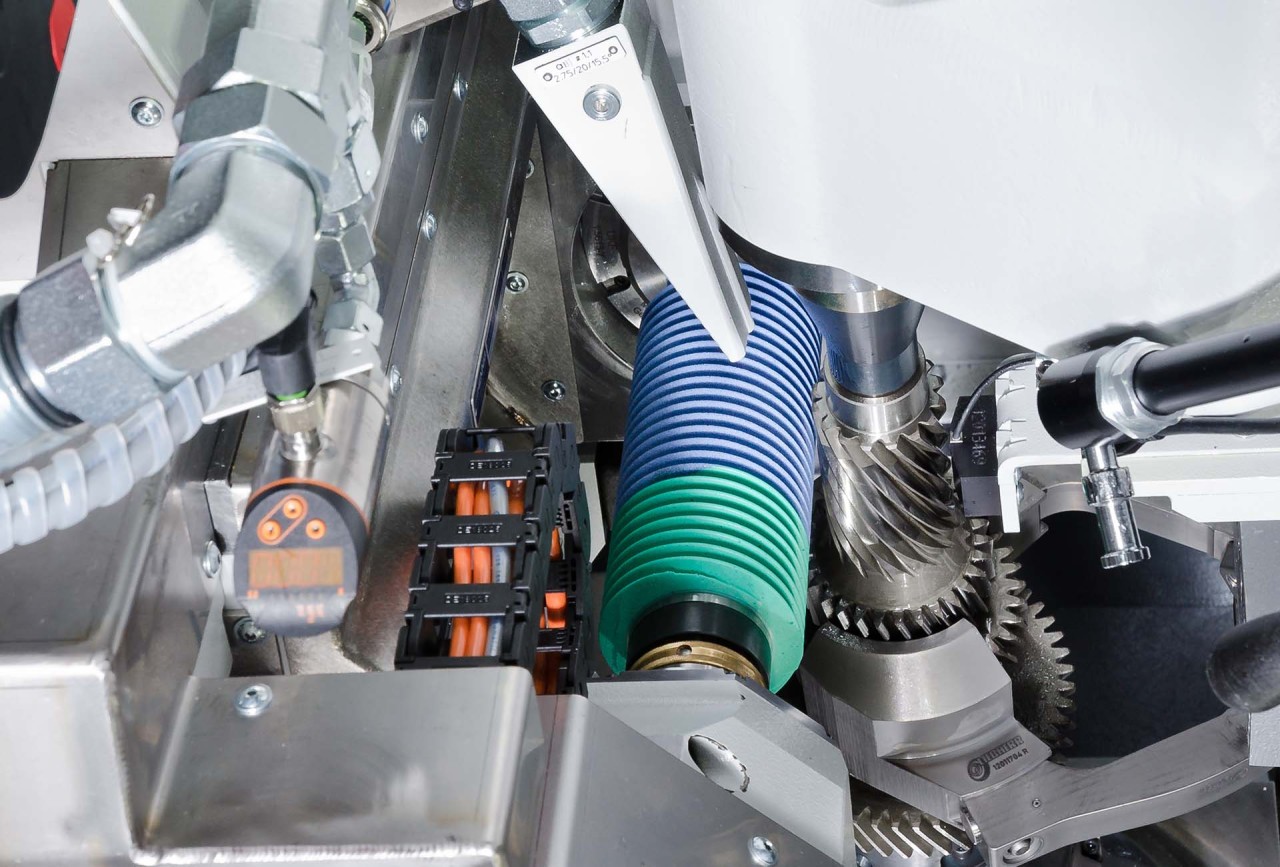
Быстрое и простое переоснащение
Адаптируемые внутренние шлифовальные головки легко и быстро устанавливаются на наружную шлифовальную головку и приводятся в действие главным приводом. Другие шлифовальные головки могут быть изготовлены по запросу.
От наружного к внутреннему шлифованию всего за 30 минут
Видео
Обкатное зубошлифование планетарного колеса, модуль 14, на зубошлифовальном и профильно-шлифовальном станке LGG 500
Встроенный контроль процесса

Автоматизированный контроль процесса

On-Board Inspection: контроль зубчатых колёс в станке
Мобильный или стационарный датчик регулировки ввода в зацепление
Технология
Готовность к будущему
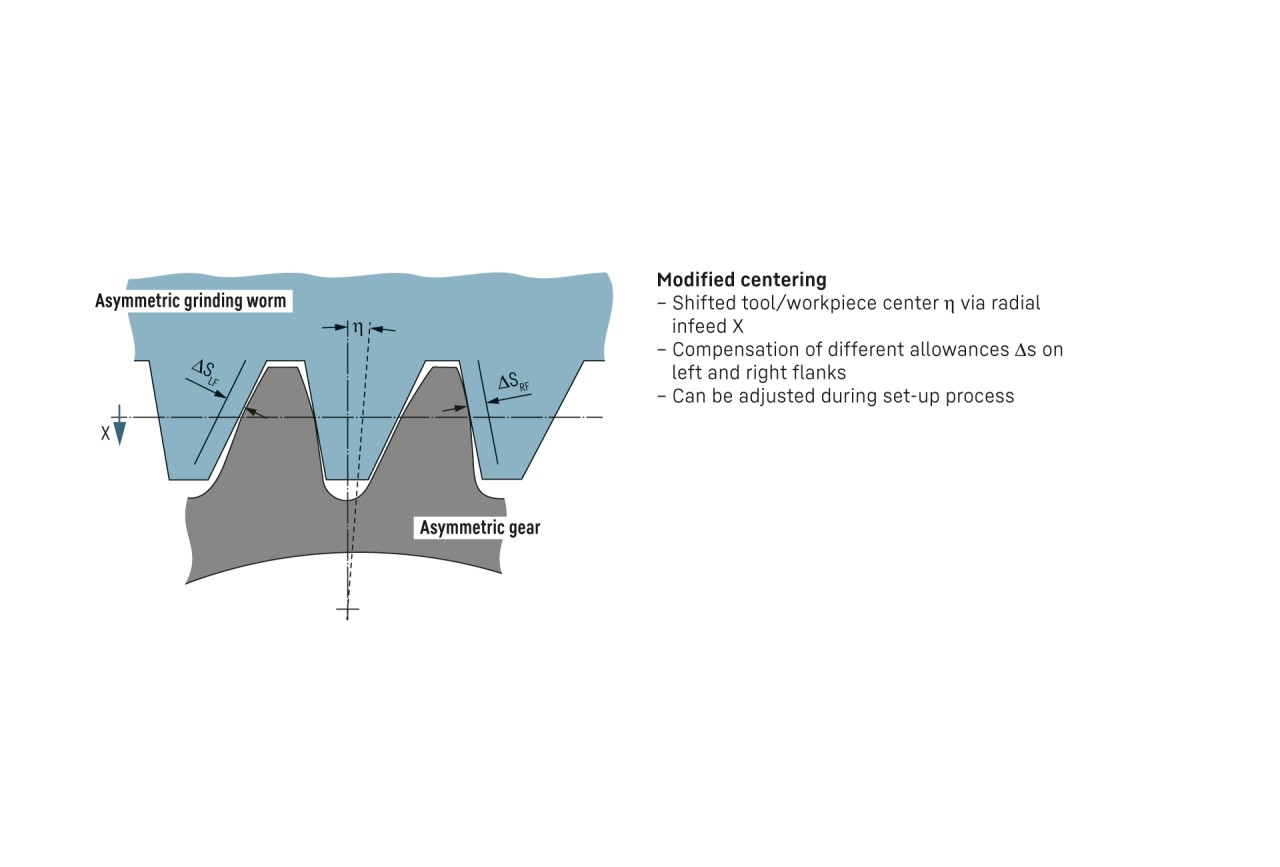
Обкатное зубошлифование асимметричных зубчатых зацеплений
Видеоролик
Топологические модификации шлифования крест-накрест
Обкатное зубошлифование с использованием небольших инструментов
Тонкое шлифование или полирование
Зачем нужны модифицированные и/или суперфинишированные боковые поверхности зубьев?
Наше решение: тонкое шлифование или полирование
инновация
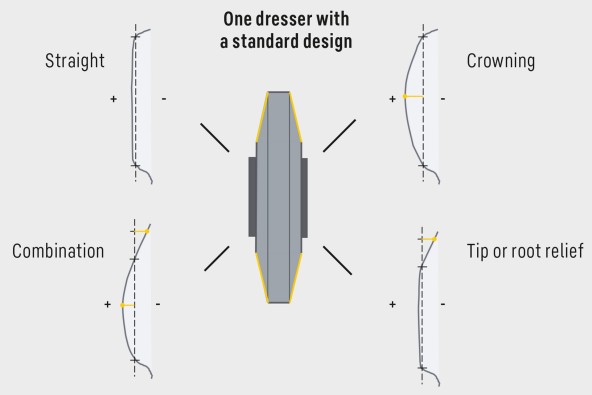
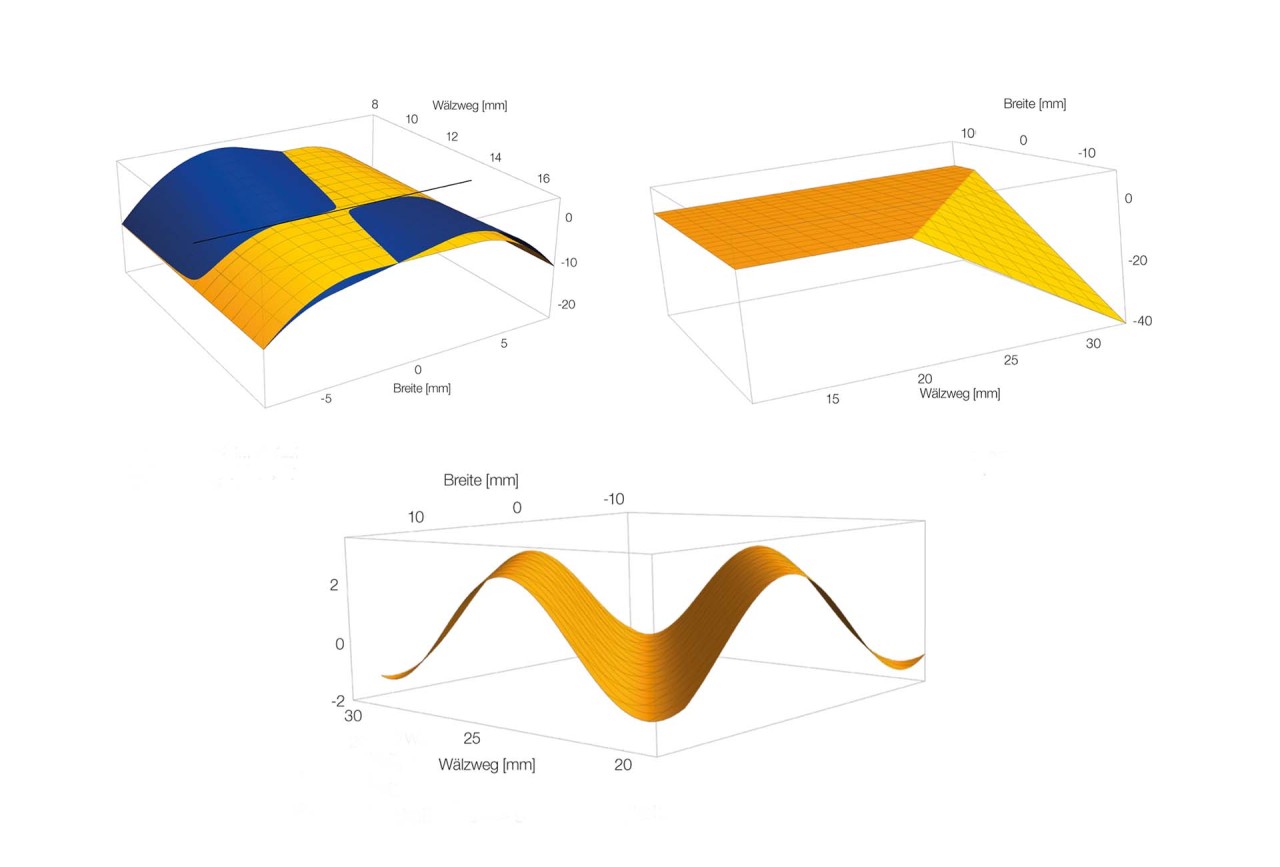
DIP – Dresser Independent Profile modifications
DIP — это специальный гибкий процесс роликового шлифования с притачиваемыми шлифовальными шнеками, разработанный компанией Liebherr. Он позволяет влиять на модификацию профиля заготовки при использовании профильных роликов в процессе притачивания. В частности, можно целенаправленно задавать и шлифовать модификации углов профиля, выпуклости профиля, а также углубления в верхней и нижней частях. Преимущество этого метода заключается в том, что благодаря использованию профильных роликов процесс правки проходит в разы быстрее, а поверхность шлифовальной шнека соответствует типичному серийному производству.
Асимметричные зубчатые колеса
Обкатное или профильное шлифование с помощью не требующего правки эльборового шлифовального инструмента

Обкатное зубошлифование эльборовым инструментом

Профильное шлифование эльборовым инструментом
Интегрированная циркуляционная станция
Автоматизация
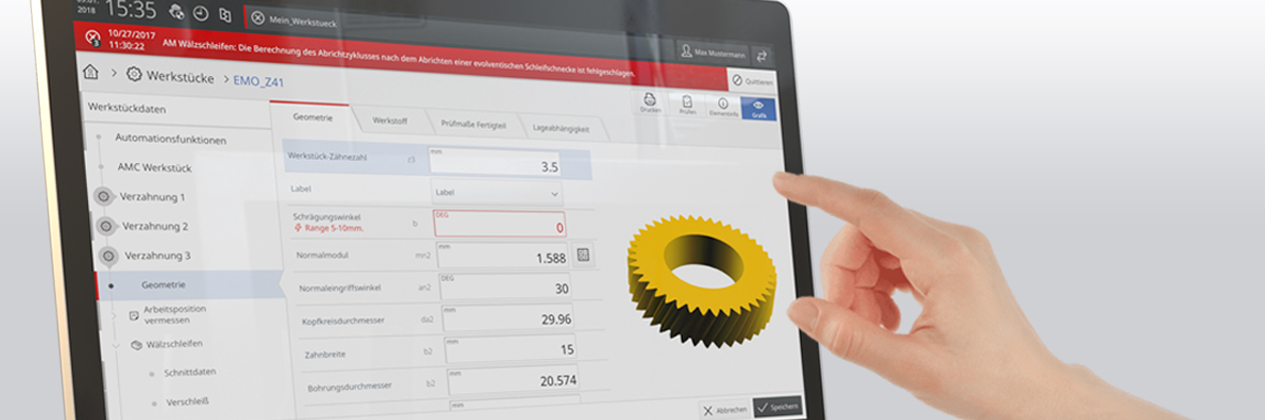
Максимальное удобство использования

Оптимизированный пульт управления LHStation и LHMobile

Технические данные
| Длина станка | 3 500 мм |
| Ширина станка | 2 700 мм |
| Высота станка | 4 000 мм |
| Осевое перемещение | 1 000 мм |
| Мин. положение над столом | 60 мм |
| Угол поворота шлифовальной головки | 45 ° |
| Частота вращения изделия | 1 000 min-1 |
Типоразмеры
| Типоразмеры | LGG 300 | LGG 380 | LGG 500 | LGG 700 M |
|---|---|---|---|---|
| Диаметр заготовки (мм) | 300 | 380 | 500 | 700 |
Узнайте больше о других продуктах Liebherr-Verzahntechnik GmbH:





