LGG 300 - 500 / 700 M
The allrounder.


Highlights
Machine length - 3,500 mm
3,500 mm
Machine width - 2,700 mm
2,700 mm
Machine height - 4,000 mm
4,000 mm
Workpiece diameter - 300 - 700 mm
300 - 700 mm
Axial travel - 1,000 mm
1,000 mm
Shift distance - 230 - 350 mm
230 - 350 mm
Min. position above table - 60 mm
60 mm
Grinding head swivel angle - 45 °
45 °
Workpiece speed - 1,000 min-1
1,000 min-1
Machine design


LGG 700 M
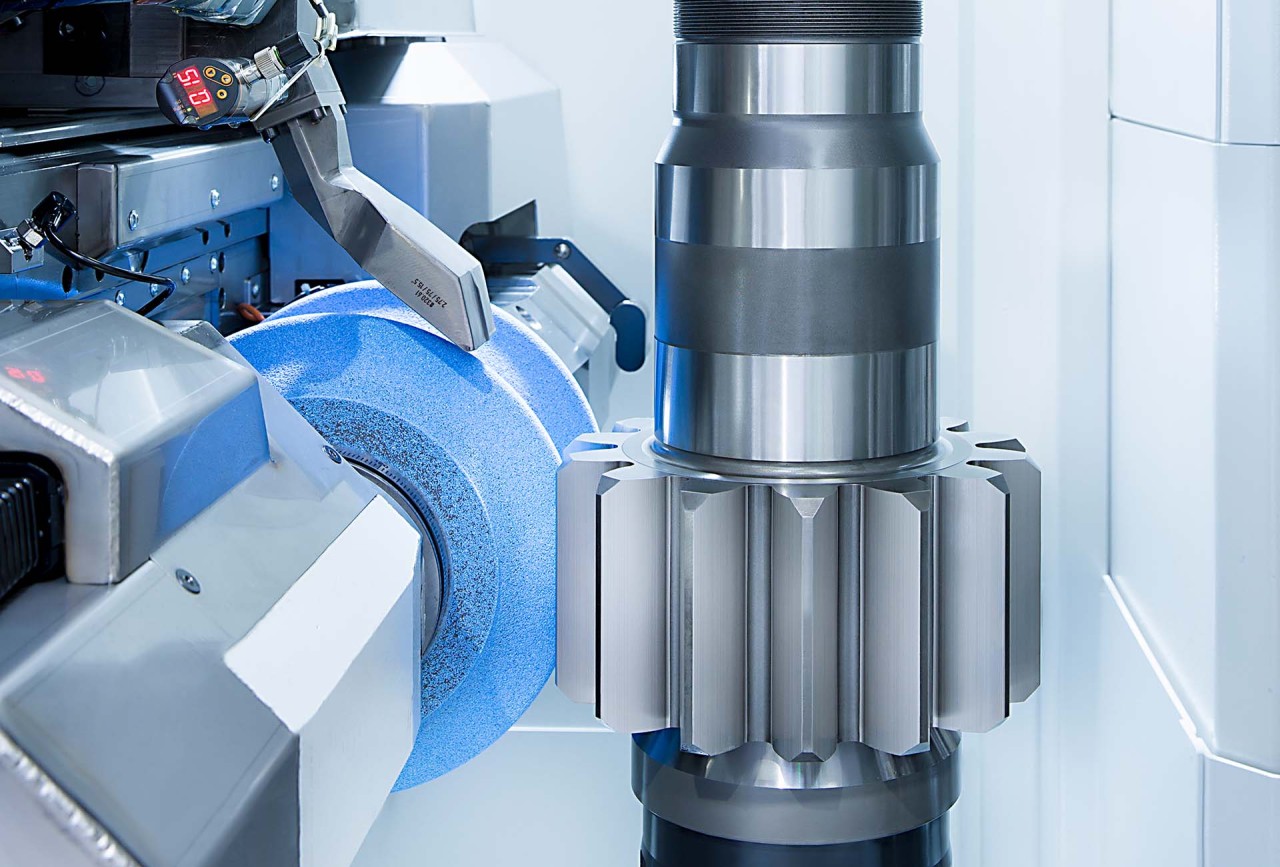
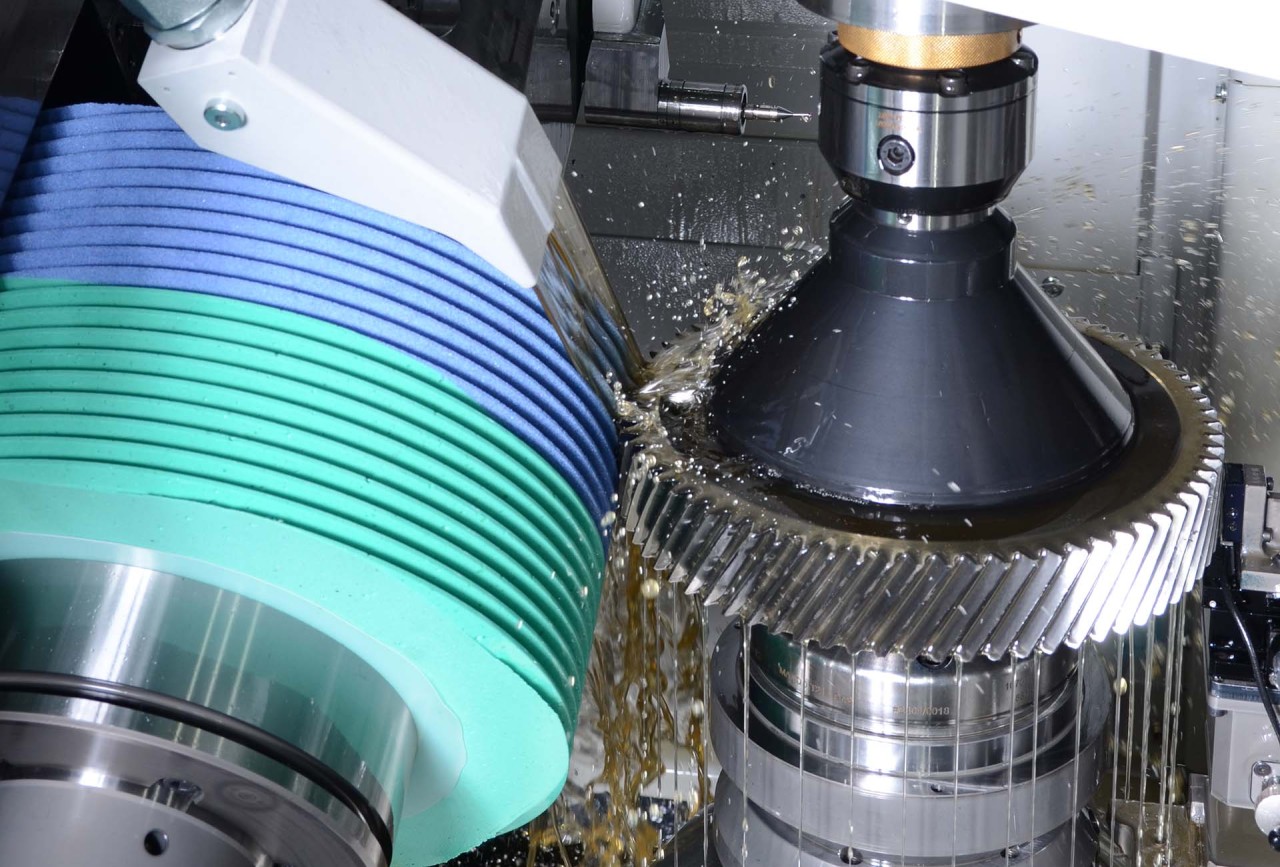
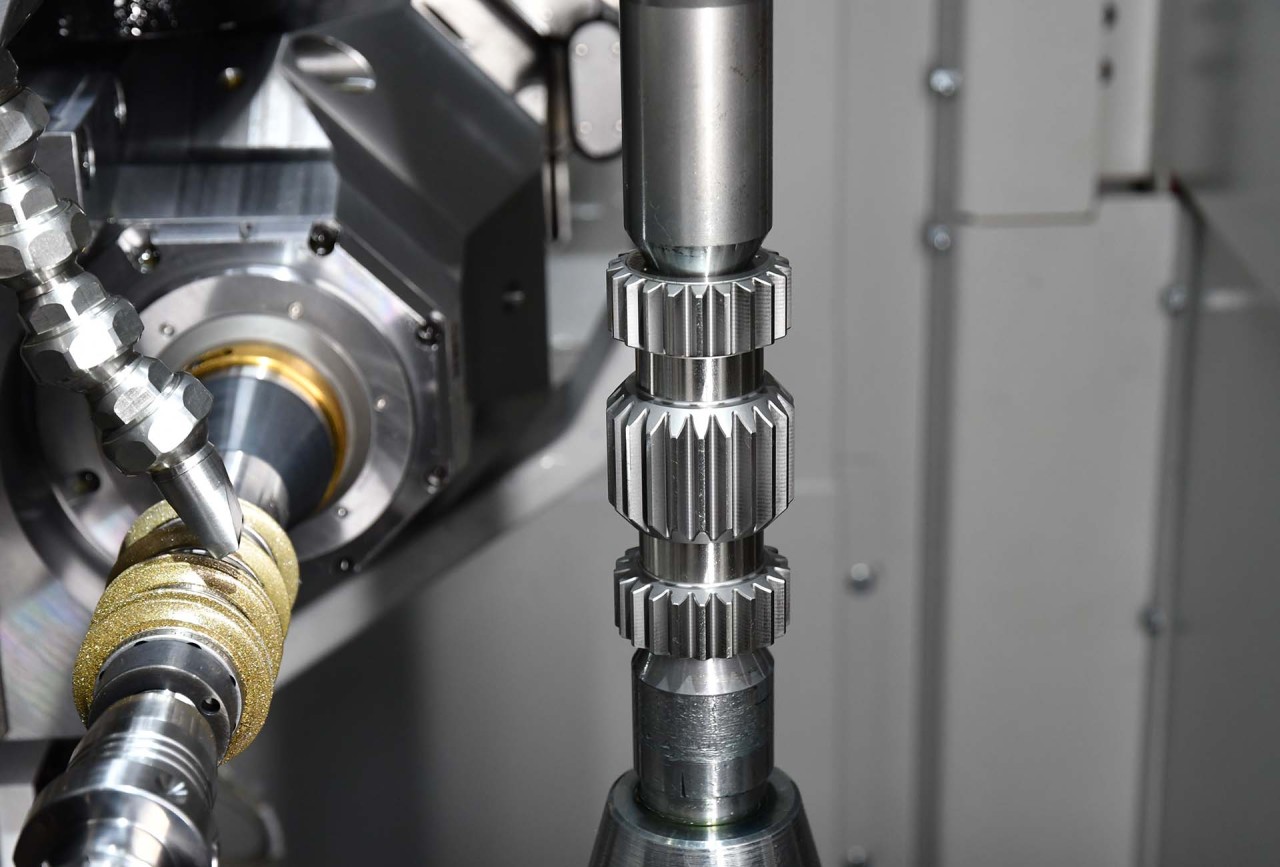
External and internal grinding heads
Process-optimized external grinding heads and internal grinding arms are available for the LGG. Balancing systems inside the spindle are used in both external grinding heads (GH 320 and GH 240 CB). On the GH 320 CB, the balancing system is integrated in the arbor.
High drive power and speeds are major advantages – for example, when using new grinding materials. The modern tool holding makes it possible to replace the grinding arbor quickly and easily.
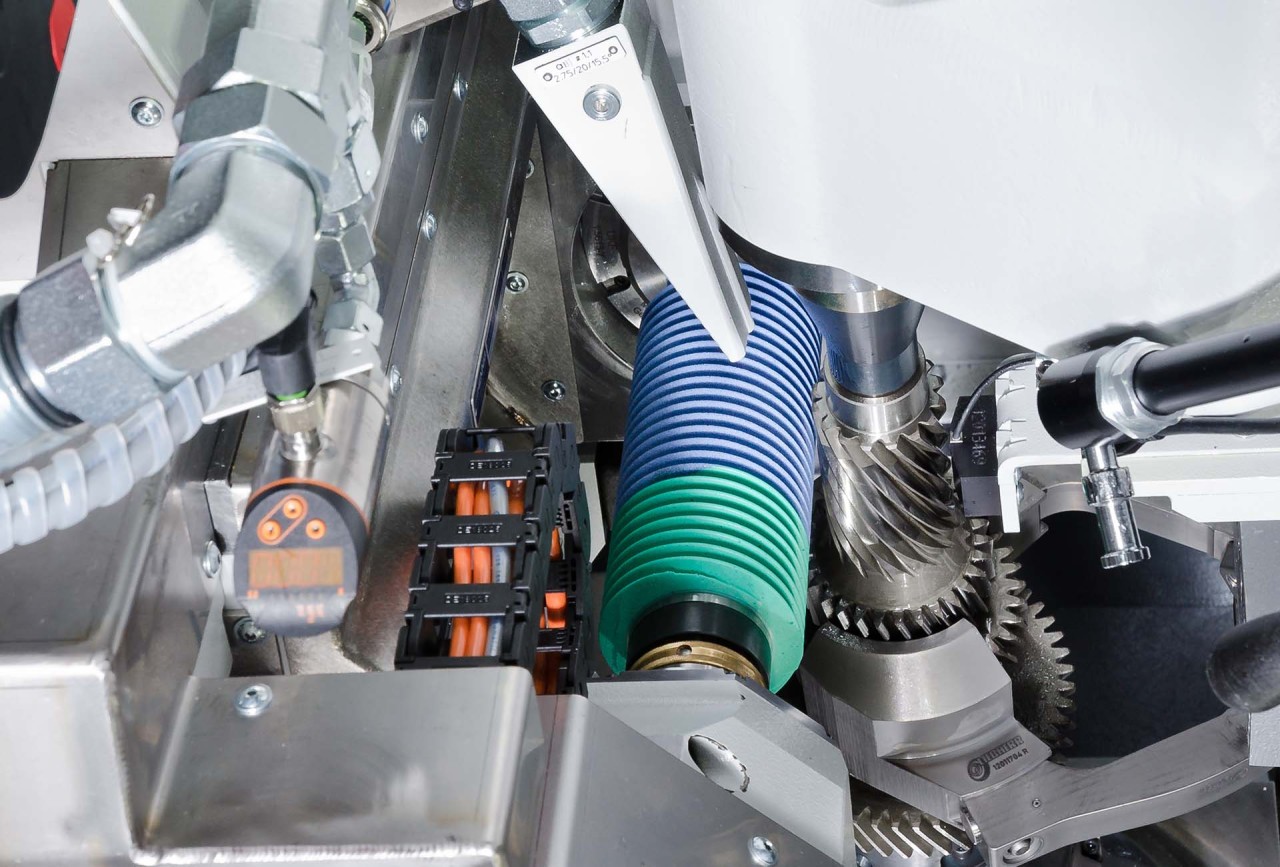
Small grinding tool diameters are available for collision-critical workpieces and for special tooth corrections.
With the GH 320 CB grinding head, it is now also possible to efficiently grind optimal-quality workpieces up to module 14 mm.
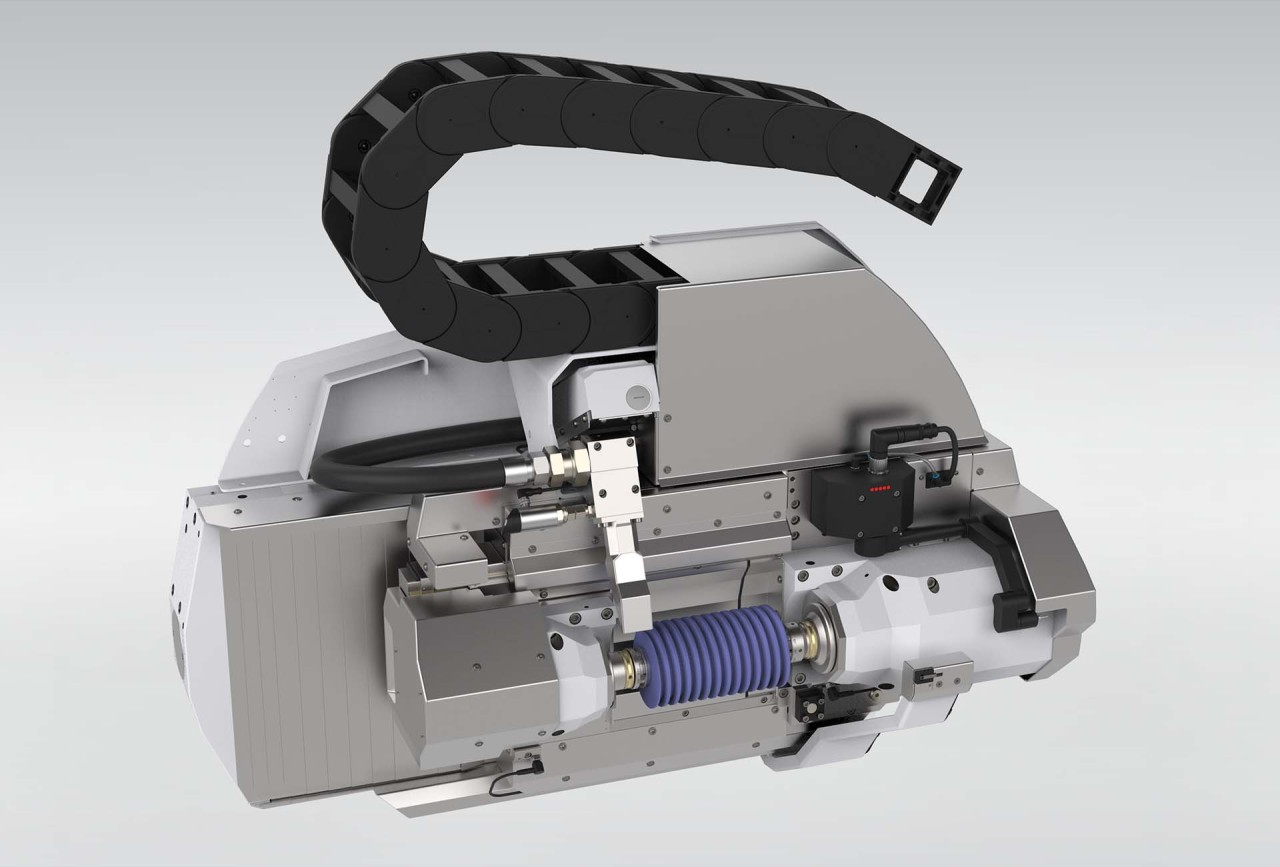
GH 240 / 200 CB
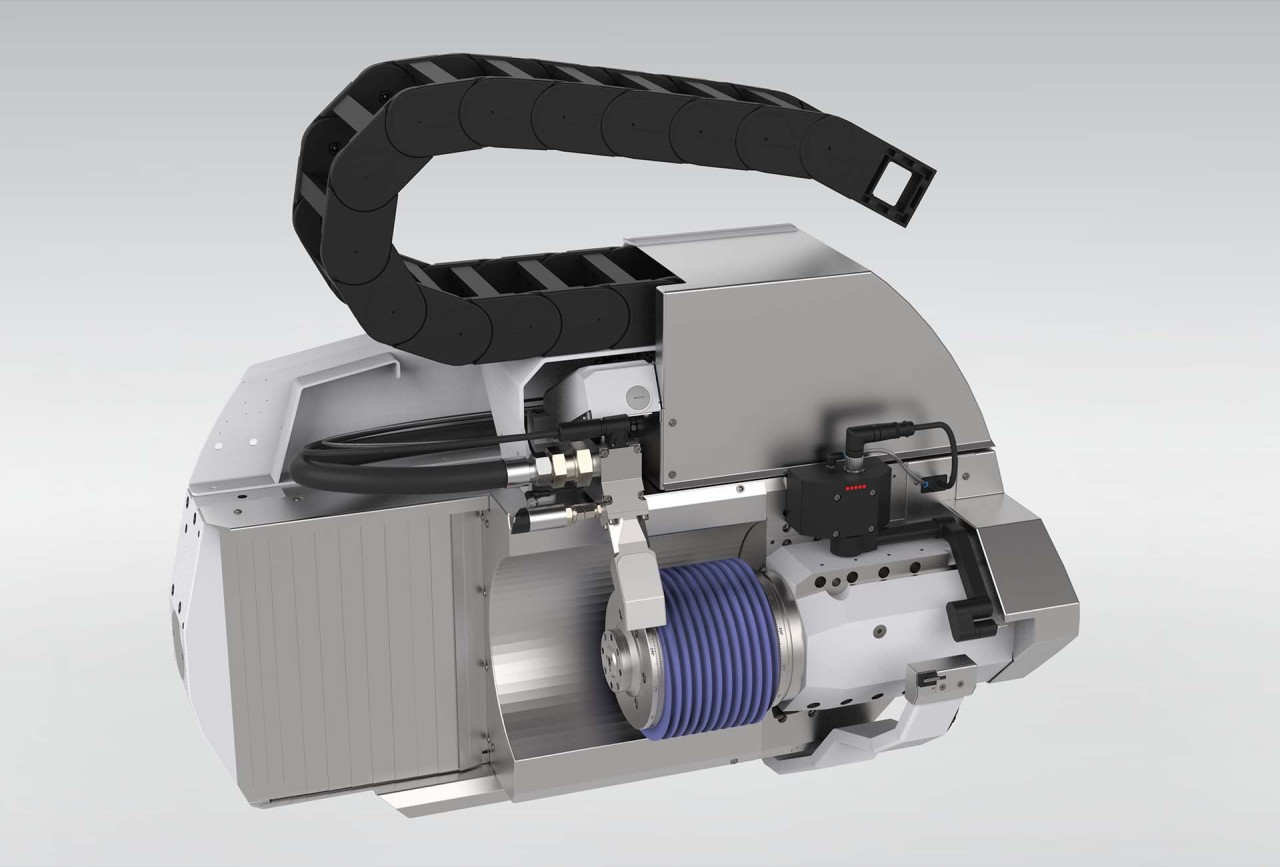
GH 320

GH 320 CB
Fast and easy changeover
The adaptable internal grinding arms can be mounted quickly and easily on the external grinding head and are driven using the main drive. Other grinding heads can be provided on request.
In only 30minutes from external to internal grinding
Video
Generating grinding planetary gears, module 14, on the LGG 500 generating and profile grinding machine
Inline process monitoring

Automated process monitoring

On-board inspection: Gear check in the machine
Mobile or stationary meshing sensor
Technology
Prepared for the future
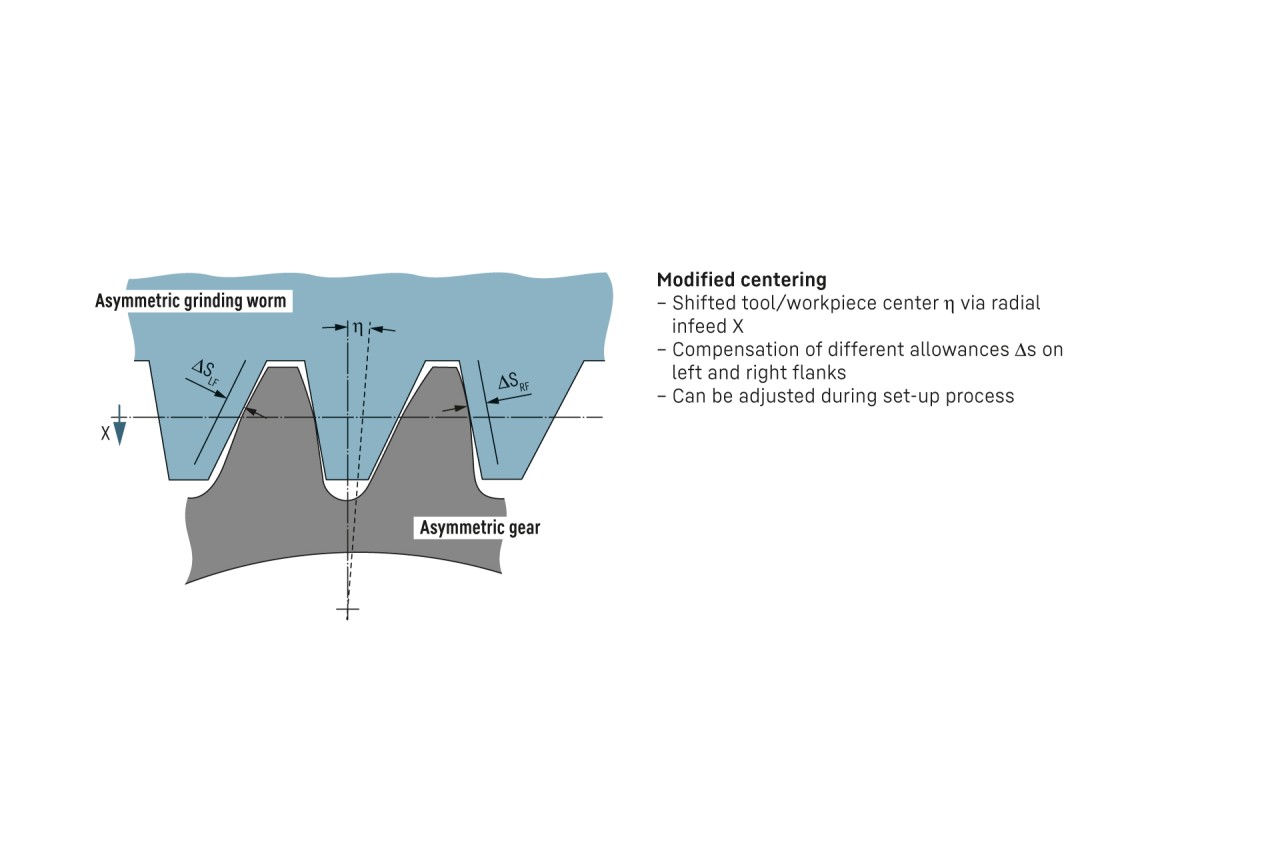
Generating grinding asymmetric gears
Video
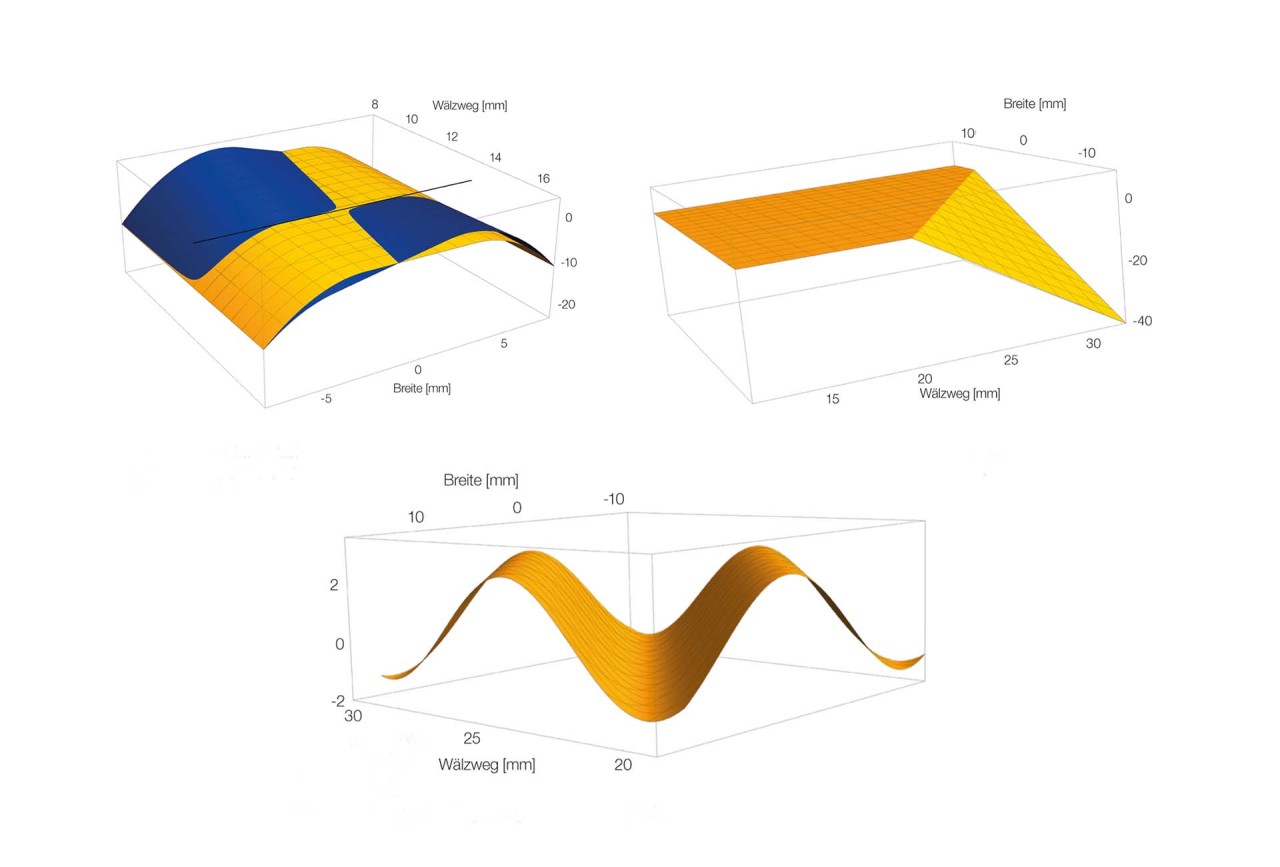
Topological modifications – twist-free grinding
Generating grinding with small tools
Finishing grinding or polishing
Why modified and/or super-finished leads?
Our solution: Finish grinding or polishing
Innovation
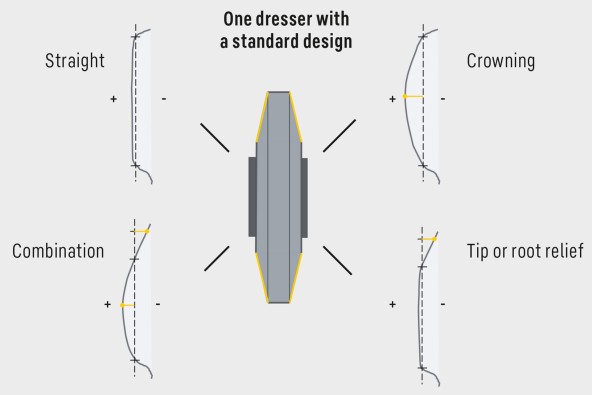
DIP – Dresser independent profile modifications
DIP is a versatile generating grinding method specially developed by Liebherr that uses dressable grinding worms. It allows profile modification on the workpiece when using profile rolls in the dressing process. In particular, profile angle modifications, crowning, as well as tip and root reliefs can be precisely specified and ground. It offers the advantage that using profile rolls makes the dressing process many times faster, and the surface of the worm is the same as for typical series production.
Asymmetric gears
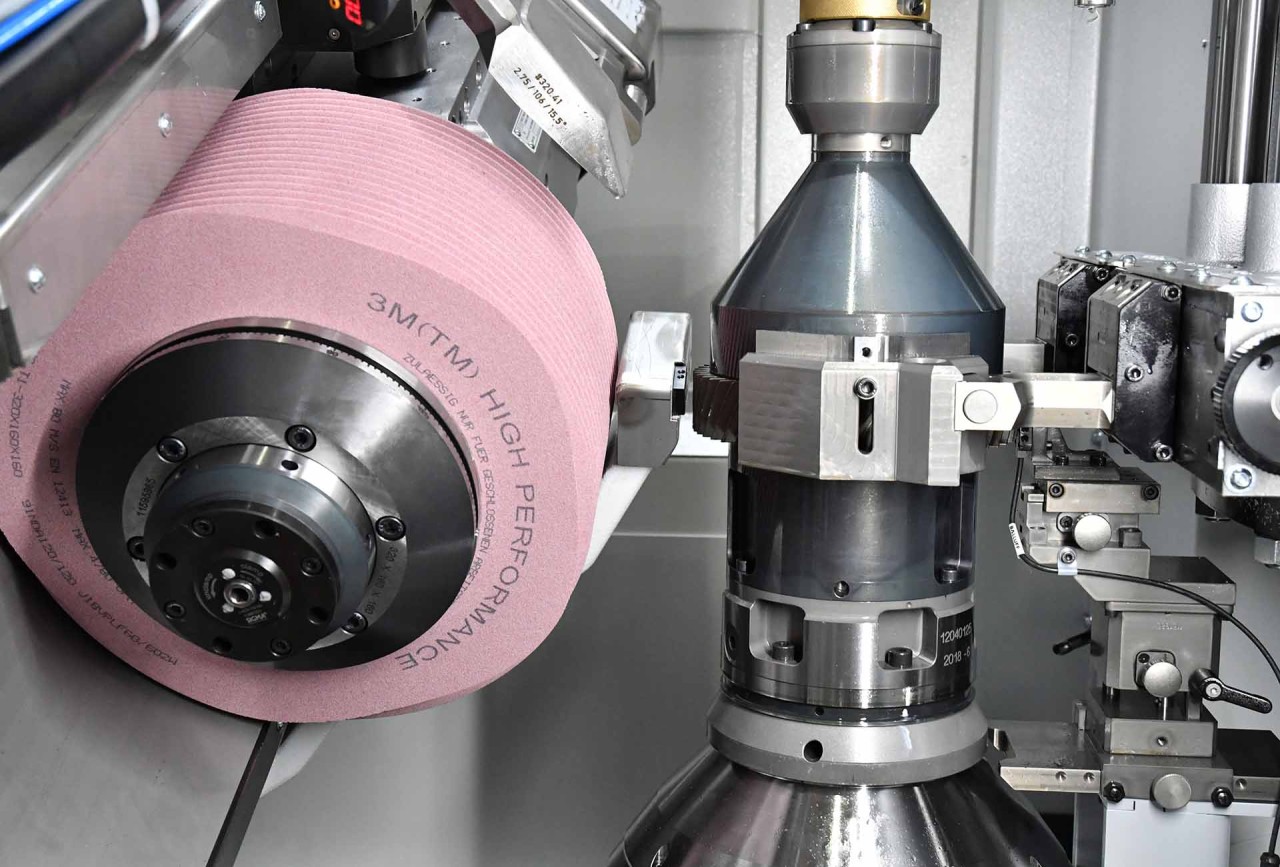
Generating or profile grinding with dressing-free CBN

CBN generating grinding

CBN profile grinding
Integrated centrifugal device
Automation
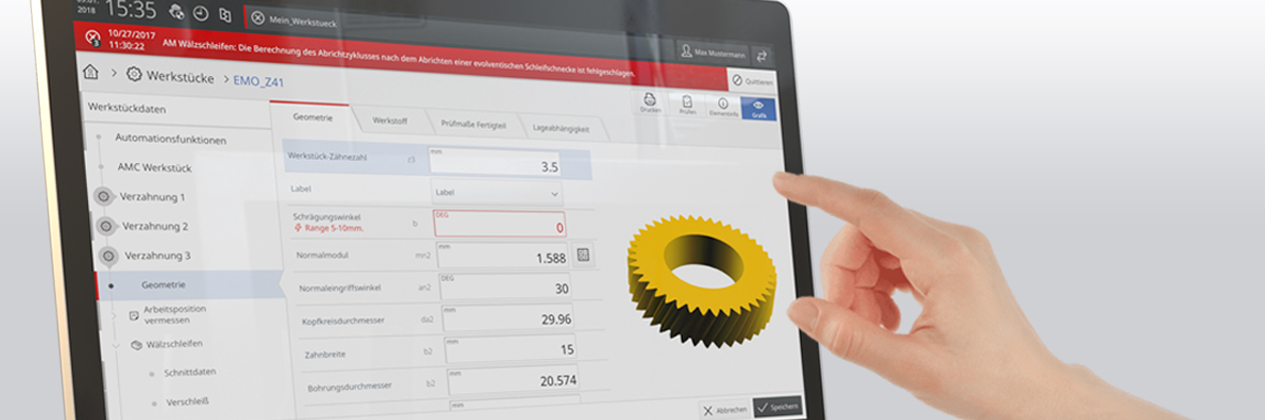
Easy to operate

The new optimized control panel LHStation & LHMobile

Technical data
| Machine length | 3,500 mm |
| Machine width | 2,700 mm |
| Machine height | 4,000 mm |
| Axial travel | 1,000 mm |
| Min. position above table | 60 mm |
| Grinding head swivel angle | 45 ° |
| Workpiece speed | 1,000 min-1 |
Variants
| Variants | LGG 300 | LGG 380 | LGG 500 | LGG 700 M |
|---|---|---|---|---|
| Workpiece diameter (mm) | 300 | 380 | 500 | 700 |
Discover more products from Liebherr-Verzahntechnik GmbH:





